Yx z – HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 244
8-37
8
Cycles
TNC 407/TNC 415 B/TNC 425
SIDE FINISHING (Cycle 24)
Process
The subcontours are approached and departed on a tangential arc. Each
subcontour is finish-milled separately.
Input data
• DIRECTION OF ROTATION Q9:
direction of the cutter path;
+1: clockwise
–1: counterclockwise
• PECKING DEPTH Q10:
Dimension by which the tool plunges in each infeed.
• FEED RATE FOR PECKING Q11:
Traversing speed during penetration
• FEED RATE FOR MILLING Q12:
Traversing speed for milling
• ALLOWANCE FOR SIDE Q14:
Enter the allowed material for several finish-milling operations.
If Q14 = 0 is entered, the remaining finishing allowance will be cleared.
Prerequisites
• The ALLOWANCE FOR SIDE (Q14) and the radius of the finish mill
together must be smaller than the ALLOWANCE FOR SIDE (Q3,
cycle 20) and the radius of the rough mill. The above mentioned
calculation also applies if you run cycle 24 without previously running
cycle 22 ROUGH-OUT; in this case, enter 0 for the radius of the
clearing tool.
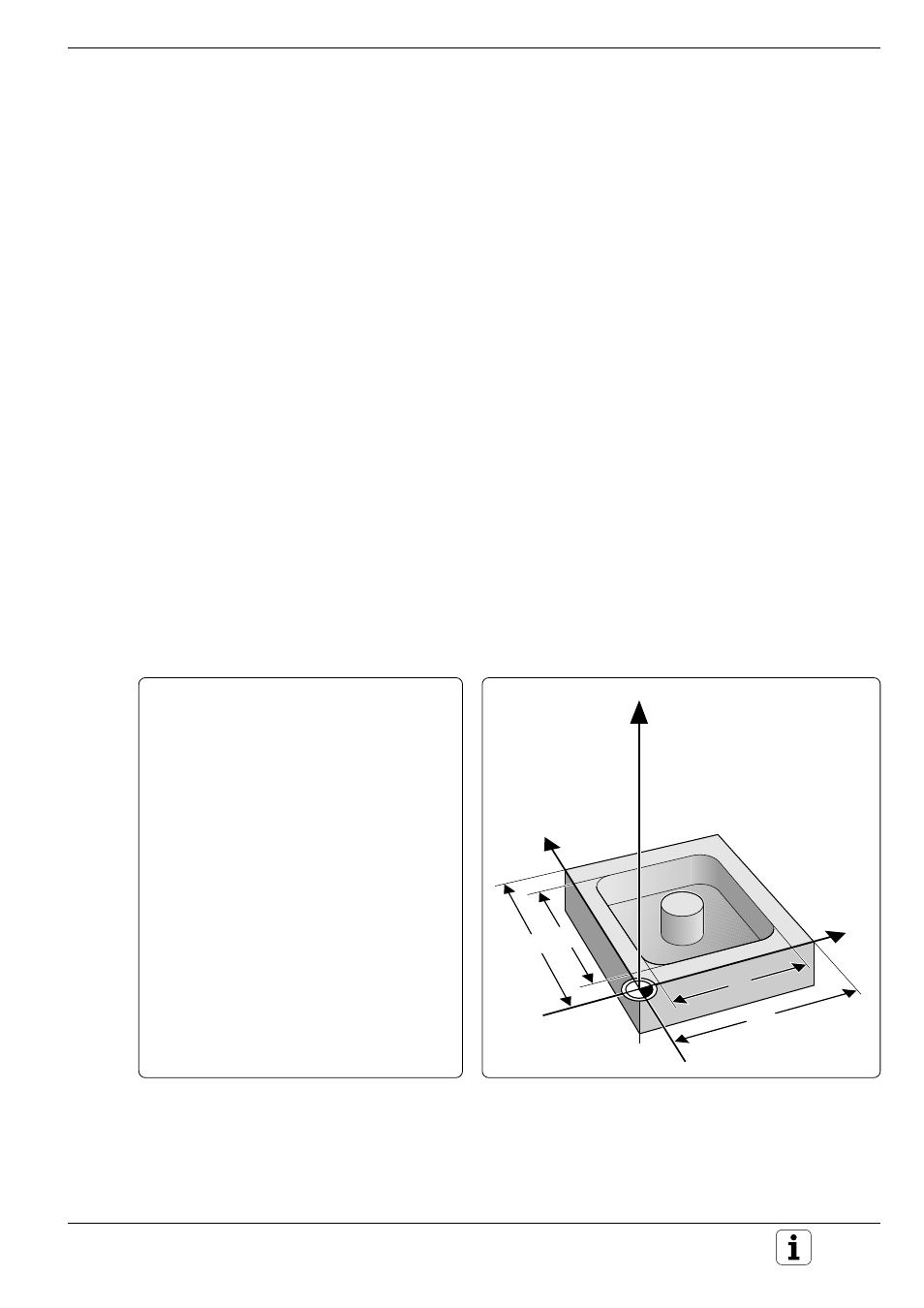
Example: Rectangular pocket with round island
The input parameters are labeled by plain
language comments.
80
100
80
100
Y
X
Z
Continued...