HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 227
8-20
8
Cycles
TNC 407/TNC 415 B/TNC 425
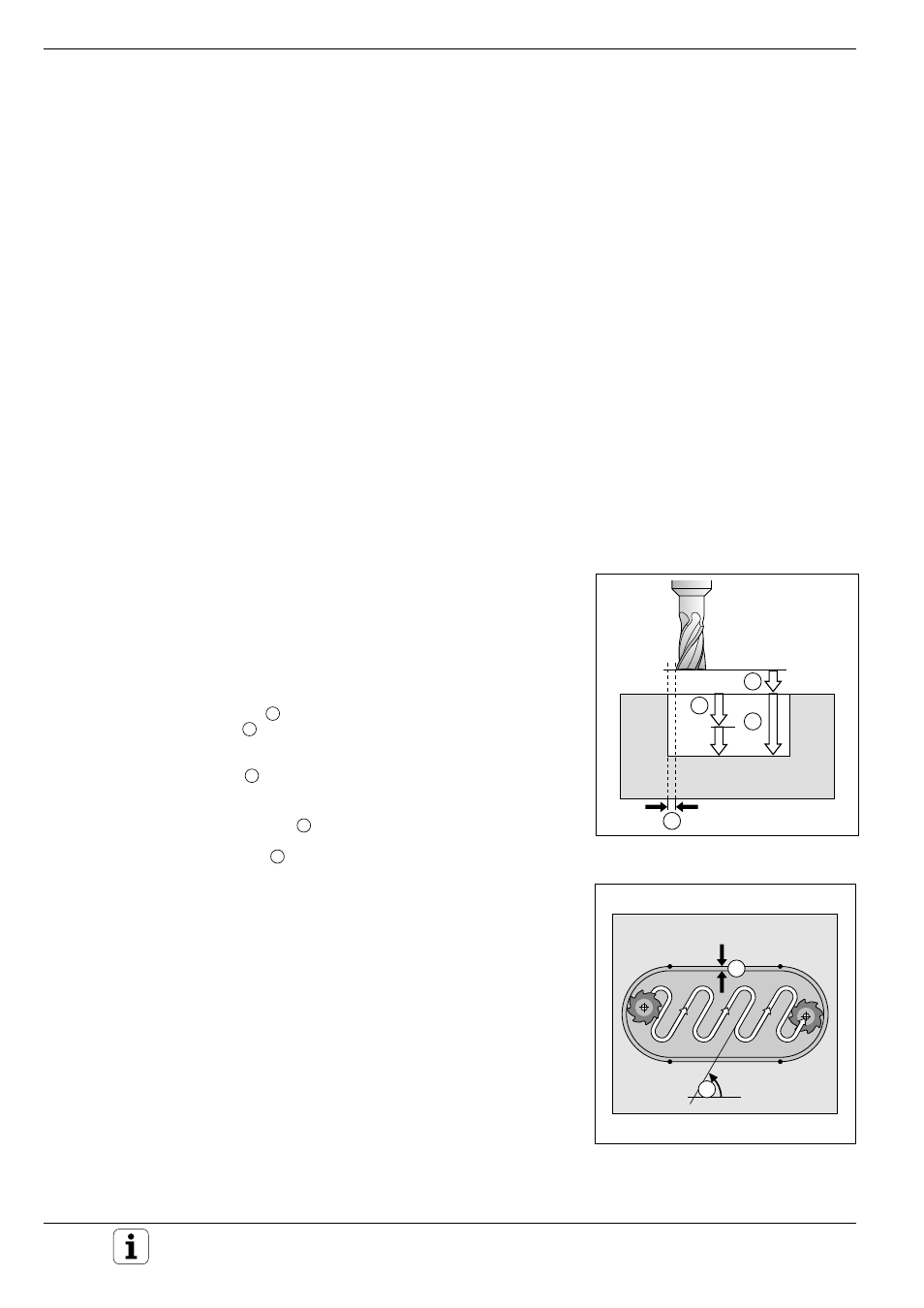
Fig. 8.16:
Cutter path for roughing-out
Fig. 8.15:
Infeeds and distances of the
ROUGH-OUT cycle
A
B
C
D
D
α
ROUGH-OUT (Cycle 6)
Process
Cycle 6 specifies cutting path and partitioning.
• The control positions the tool in the tool axis over the first infeed point,
taking the finishing allowance into account.
• The tool then penetrates the workpiece at the programmed feed rate
for pecking.
Milling the contour:
• The tool mills the first subcontour at the specified feed rate, taking the
finishing allowance into account.
• As soon as the tool returns to the infeed point, it is advanced to the
next pecking depth.
This process is repeated until the programmed milling depth is reached.
• Further subcontours are milled in the same manner.
Roughing-out pockets:
• After milling the contour the pocket is roughed-out. The stepover is
defined by the tool radius.
Islands are jumped over.
• If required, pockets can be cleared with several downfeeds.
• At the end of the cycle, the tool is retracted to the setup clearance in
the tool axis. The tool then returns to the starting position in the
machining plane at the level of the setup clearance.
Required tool
The cycle requires a center-cut end mill (ISO 1641) if the pocket is not
separately pilot drilled or if the tool must repeatedly jump over contours.
Input data
• SETUP CLEARANCE
A
• MILLING DEPTH
B
The algebraic sign determines the working direction (a negative value
means negative working direction).
• PECKING DEPTH
C
• FEED RATE FOR PECKING:
Traversing speed of the tool during penetration
• FINISHING ALLOWANCE
D
:
Allowance in the machining plane (positive value)
• ROUGH-OUT ANGLE
α
:
Feed direction for roughing-out.
The rough-out angle is relative to the angle reference axis and can be
set, so that the resulting cuts are as long as possible with few cutting
movements.
• FEED RATE F:
Traversing speed of the tool in the machining plane
The machine parameters determine whether
• the contour is milled first and then surface machined, or vice versa
• the contour is milled conventionally or by climb cutting
• all pockets are roughed-out first and then contour-milled over all infeeds
(or vice versa), or whether
• contour milling and roughing- out are performed mutually for each
infeed