Departing the contour – HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 108
5-9
TNC 425/TNC 415 B/TNC 407
5
Programming Tool Movements
Departing the contour
Departing tangentially on a straight line: DEP LT
The tool moves on a straight line from the last
contour point P
E
to the end position P
N
. The line lies
in the extension of the last contour element. P
N
is
separated from P
E
by the distance LEN.
Input
• The distance LEN from the last contour point P
E
to the end position P
N
NC blocks
LY+20 RR F100 ......................................... P
E
with radius compensation, machining feed rate
DEP LT LEN 12.5 F100 ............................. Depart contour by LEN=12.5 mm
LZ+100 FMAX M2 .................................... Retract in Z, return to block 1, end program
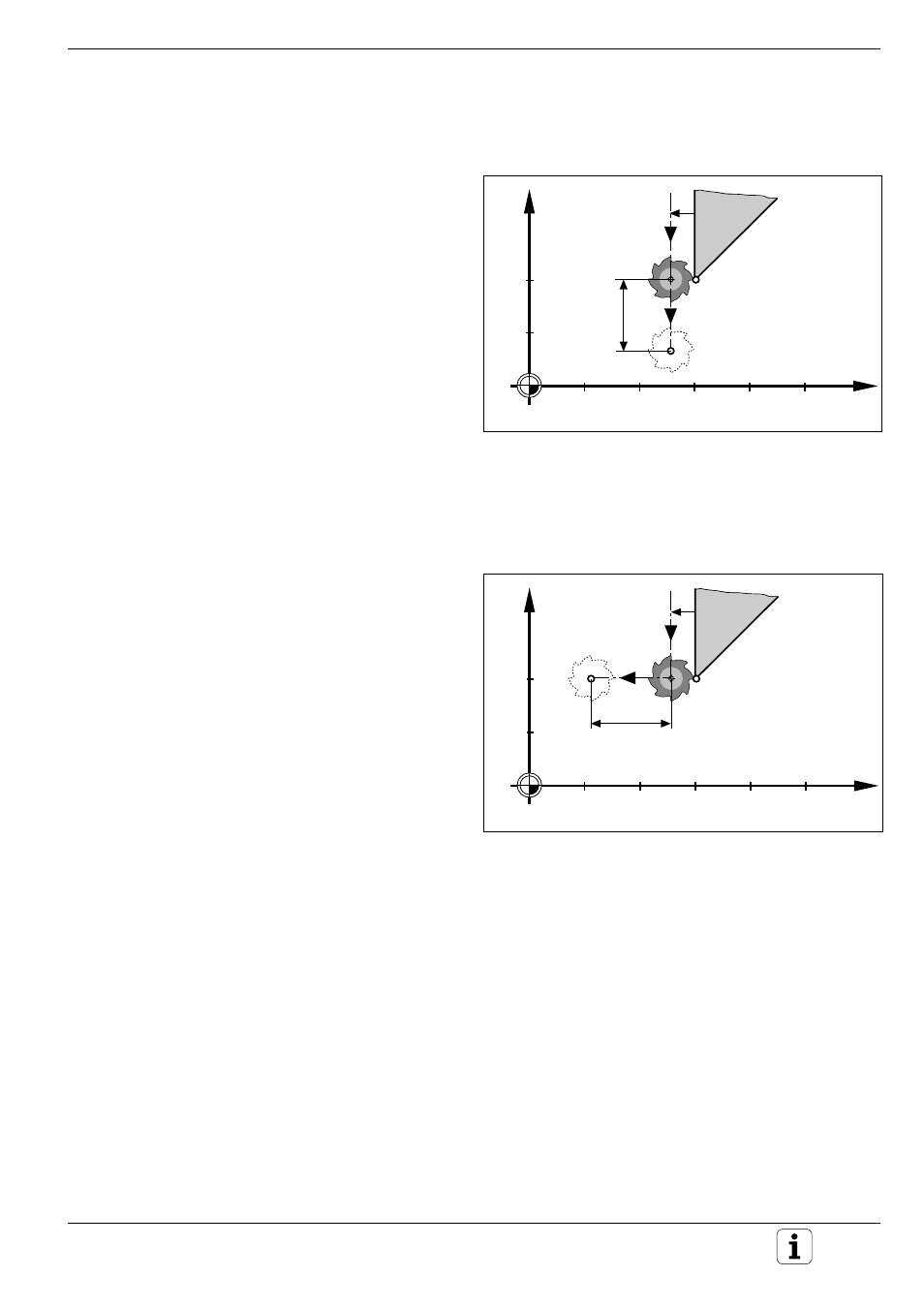
Departing on a straight line perpendicular to the last contour point: DEP LN
The tool moves on a straight line from the last
contour point P
E
to the end position P
N
. The straight
line departs on a path that is perpendicular to the
last contour element. P
N
is separated from P
E
by the
distance LEN + tool radius.
Input
• The distance LEN
Algebraic sign
Always enter LEN as a positive value.
NC blocks
LY+20 RR F100 ......................................... P
E
with radius compensation, feed rate for machining
DEP LN LEN+20 F100 .............................. Depart on the radius compensation side by LEN = 20 mm
L Z+100 FMAX M2 ................................... Retract in Z, return to block 1, end program
Contour Approach and Departure
Fig. 5.10:
Contour departure on a tangentially connected straight line
Y
X
10
20
30
40
50
10
20
P
N
RO
LEN
P
E
RR
RR
Fig. 5.11:
Contour departure on a straight line perpendicular to the last
contour point
Y
X
10
20
30
40
50
10
20
P
N
RO
P
E
RR
RR
LEN > 0