Yx z – HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 126
5-27
TNC 425/TNC 415 B/TNC 407
5
Programming Tool Movements
Path Contours - Cartesian Coordinates
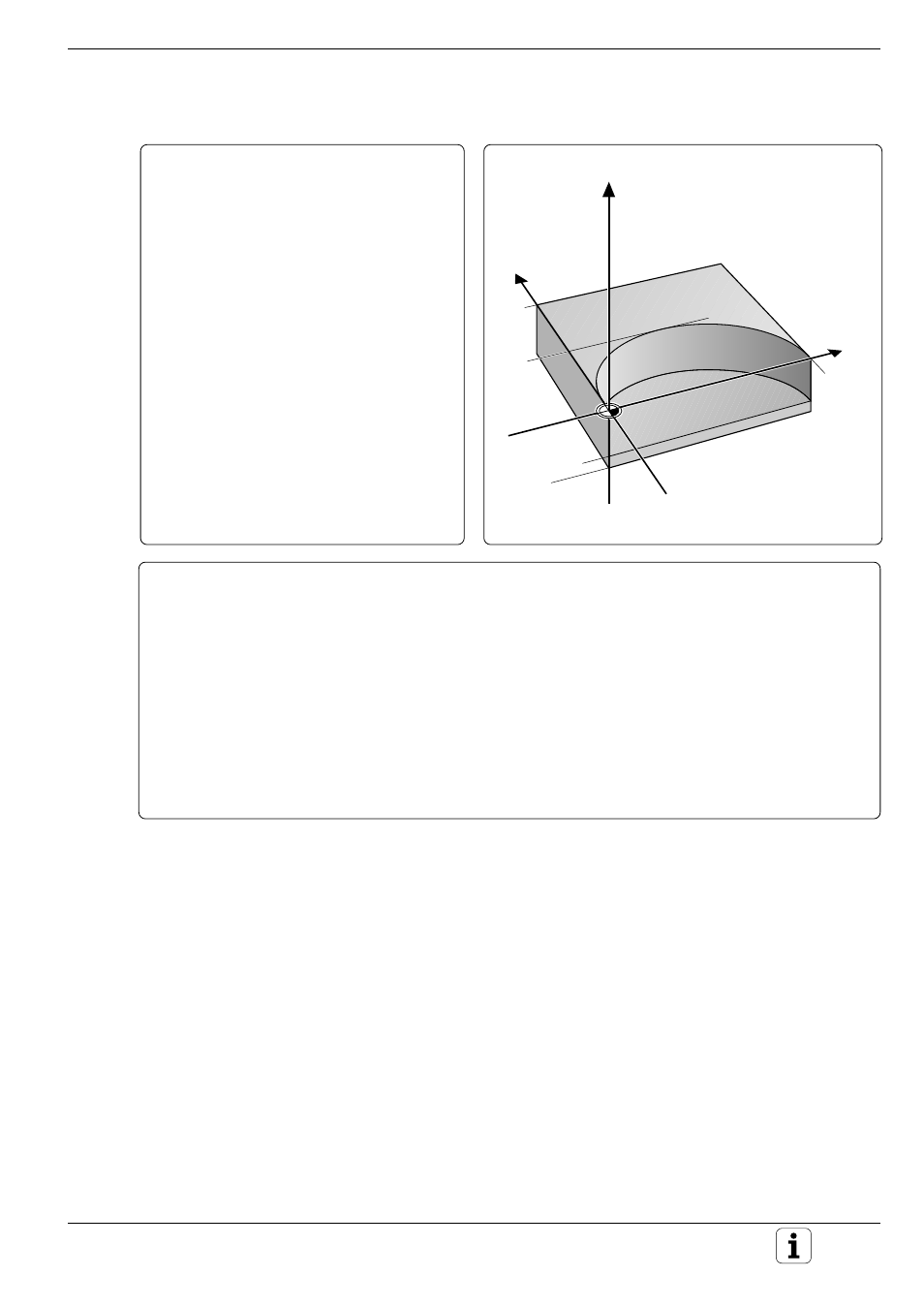
Example for exercise: Milling a concave semicircle
Semicircle radius:
R
= 50 mm
Coordinates of the
arc starting point:
X
=
0
Y
=
0
Coordinates of the
arc end point:
X
= 100 mm
Y
=
0
Tool radius:
R
= 25 mm
Milling depth:
Z
= –18 mm
Part program
0
BEGIN PGM RADIUS M ..................................... Begin program
1
BLK FORM 0.1 Z X+0 Y+0 Z–20 ........................ Define the workpiece blank
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 2 L+0 R+25 ...................................... Define the tool
4
TOOL CALL 2 Z S2000 ....................................... Call the tool
5
L Z+100 R0 FMAX M6 ....................................... Insert and pre-position the tool
6
APPR LCT X+0 Y+0 Z–18 R30 RR F100 M3 ...... Approach contour with a straight line and tangential arc
7
CR X+100 Y+0 R50 DR– .................................... Mill circular arc CR to the end point X = 100 mm, Y = 0; radius
R = 50 mm, negative direction of rotation
8
DEP LCT X+70 Y–30 R20 F100 .......................... Depart contour on a tangential arc with connecting straight
line
9
L Z+100 F MAX M2
10
END PGM RADIUS MM ..................................... Retract tool and end program
–18
50
100
100
Y
X
Z
–20