Zy x z – HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 261
8-54
8
Cycles
TNC 407/TNC 415 B/TNC 425
Coordinate Transformation Cycles
X
Y
16
20
1
2
3
60
30
25
20
15
70
24
12
Z
Y
X
Z
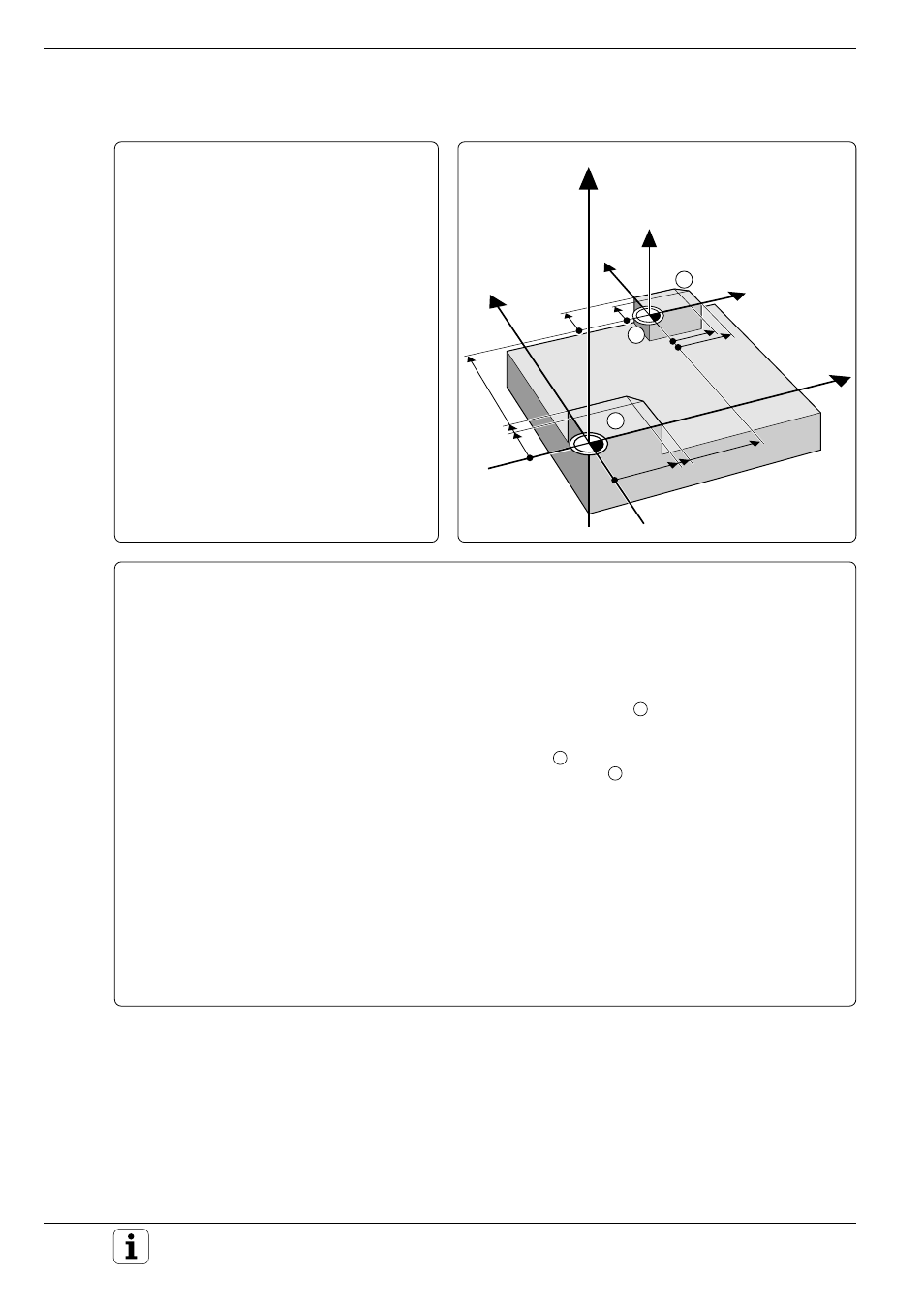
Example: Scaling factor
A contour (subprogram 1) is to be executed
– as originally programmed– at the manually
set datum X+0/Y+0, and then referenced to
position X+60/Y+70 and executed with the
scaling factor 0.8.
SCALING cycle in a part program
0
BEGIN PGM DIMENS MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 1 L+0 R+5
4
TOOL CALL 1 Z S1000
5
L Z+100 R0 F MAX
6
CALL LBL 1 ........................................................ Execution with original size
1
7
CYCL DEF 7.0 DATUM SHIFT ........................... Execution with scaling factor. Sequence:
8
CYCL DEF 7.1 X+60
9
CYCL DEF 7.2 Y+70 ........................................... 1. Datum shift
2
10
CYCL DEF 11.0 SCALING .................................. 2. Define scaling factor
3
11
CYCL DEF 11.1 SCL 0.8
12
CALL LBL 1 ........................................................ 3. Call subprogram (scaling factor active)
13
CYCL DEF 11.0 SCALING .................................. Cancel transformations
14
CYCL DEF 11.1 SCL 1
15
CYCL DEF 7.0 DATUM SHIFT
16
CYCL DEF 7.1 X+0
17
CYCL DEF 7.2 Y+0
18
L Z+100 R0 F MAX M2
19
LBL 1
LBL 0
END PGM DIMENS MM
The corresponding subprogram (see page 8-47) is programmed after M2.
.
.
.