Enter touch probe functions in a program, Touch probe, Α? α – HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 288: Z5 +/ 5, Yx z
9-21
TNC 425/TNC 415 B/TNC 407
9
3D Touch Probes
Measuring with a 3D touch probe during program run
The 3D touch probe can measure positions on the workpiece during a
program run (even if the working plane is tilted).
Applications:
• Measure differences in the height of cast surfaces
• Tolerance checking during machining
To program the use of a touch probe, press the TOUCH PROBE key. You
pre-position the probe to automatically probe the desired position. The
coordinate measured for the probe point is stored under a Q parameter.
The TNC interrupts the probing process if the probe stylus is not deflected
within a certain range (selectable via machine parameter).
Upon contact, the position coordinates of the probe are stored in the
parameters Q115 to Q119. The stylus length and radius are not included in
these values.
X
e.g.
X
e.g.
Y
0
e.g.
e.g.
Z
5
+/
5
TOUCH
PROBE
e.g.
5
e.g.
+/
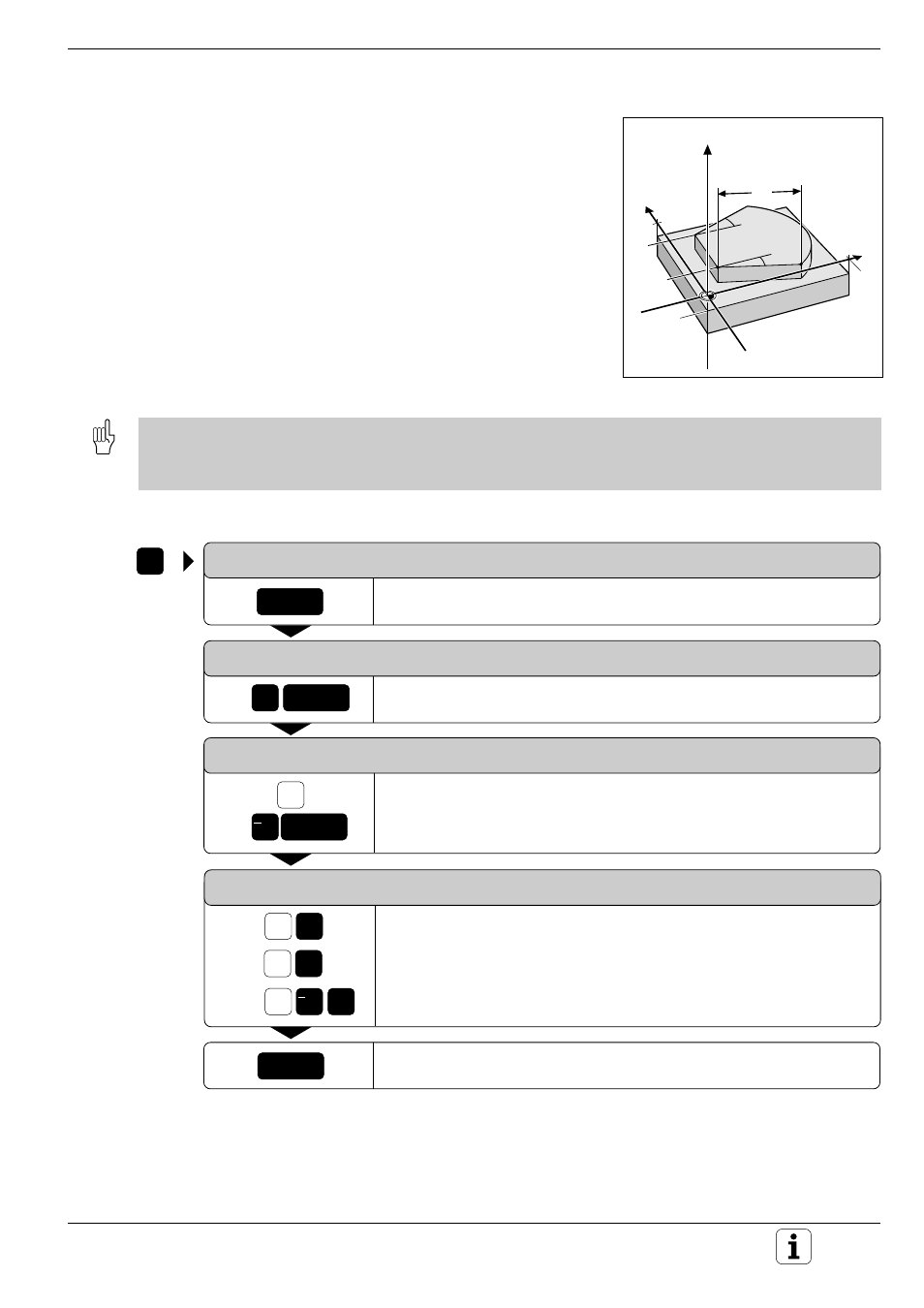
Fig. 9.19:
Dimensions to be measured
100
Ð10
100
α
?
α
?
Y
X
Z
L?
ENT
ENT
ENT
ENT
Measuring the Workpiece with a 3D Touch Probe
To program the use of a touch probe:
TCH PROBE 0: REF. PLANE
Select the touch probe function.
PARAMETER NUMBER FOR RESULT ?
Enter the number of the Q parameter to which the coordinate should
be assigned, for example Q5.
PROBING AXIS/PROBING DIRECTION ?
Enter the probing axis for the coordinate, for example X.
Select and confirm the probing direction.
POSITION VALUE ?
Enter all coordinates of the nominal pre-positioning point values,
for example X = 5 mm, Y = 0, Z = –5 mm.
Conclude input.
Resulting NC blocks:
TCH PROBE
0.0
REF. PLANE Q5 X–
TCH PROBE
0.1
X+5 Y+0 Z–5
• Pre-position the touch probe manually where you can be sure that it will not collide with the workpiece.
• Be sure to use the tool data (length, radius, axis) either from the calibrated data or from the last TOOL CALL
block. The selection is set by machine parameter MP 7411 (see page 12-11).