4 tool compensation values – HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 77
TNC 425/TNC 415 B/TNC 407
4-18
4
Programming
4.4 Tool Compensation Values
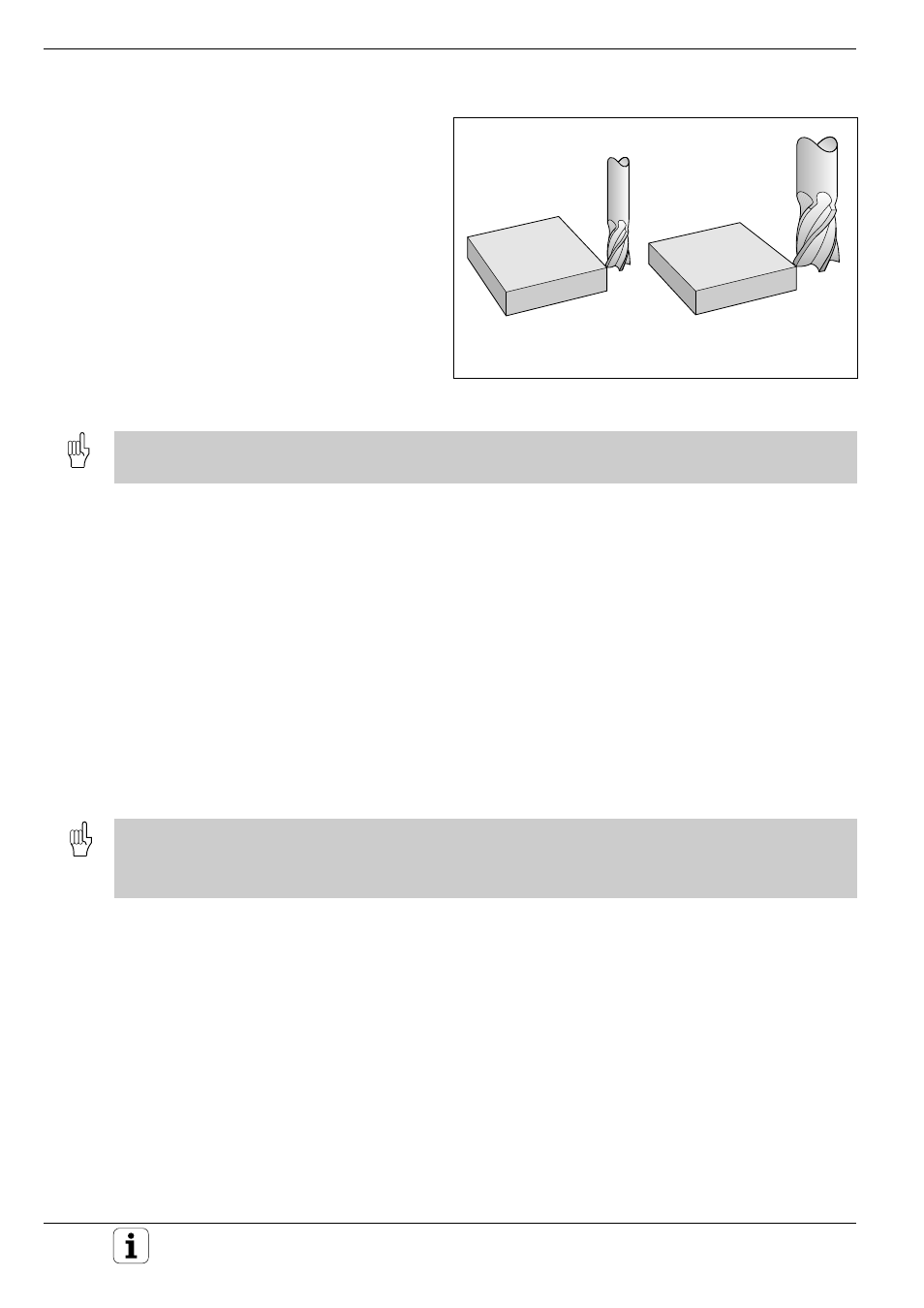
For each tool, the TNC adjusts the spindle path in
the tool axis by the compensation value for the tool
length. In the working plane it compensates for the
tool radius.
When up to five axes are being programmed in
one block (rotary axes are also permitted) the TNC
accounts for the tool radius compensation value
only in the working plane.
If a part program generated by CAD system contains surface-normal vectors, the TNC can also perform three-
dimensional tool compensation (see page 4-21).
Effect of tool compensation values
Tool length
The compensation value for the tool length is calculated as follows:
Compensation value = L + DL_TC + DL_TAB
where
L:
is the tool length L (from the TOOL DEF block or
the tool table)
DL_TC:
is the oversize for length DL in the TOOL CALL
block
DL_TAB:
is the oversize for length DL in the tool table
Length compensation becomes effective automatically as soon as a tool is
called and the tool axis moves. Length compensation is cancelled by
calling a tool with the length L = 0.
If a positive length compensation was in effect before TOOL CALL 0, the clearance to the workpiece is reduced. If
the tool is traversed to incremental positions in the tool axis after TOOL CALL, the TNC not only moves the tool
according to the programmed value but also accounts for the difference between the length of the old tool and that
the new one.
Tool radius
The compensation value for the tool radius is calculated as follows:
Compensation value = R + DR_TC + DR_TAB
where
R:
is the tool radius R (from the TOOL DEF block or
the tool table)
DR_TC:
is the oversize for radius DR in the TOOL CALL
block
DR_TAB:
is the oversize for radius DR in the tool table
Radius compensation becomes effective as soon as a tool is called and is
moved in the working plane with RL or RR. Radius compensation is
cancelled by programming a positioning block with R0.
Fig. 4.9:
The TNC must compensate the length and radius of the tool