R = 20 y x z – HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 130
5-31
TNC 425/TNC 415 B/TNC 407
5
Programming Tool Movements
Path Contours - Cartesian Coordinates
Part program
0
BEGIN PGM ROUNDING MM ............................. Begin the program
1
BLK FORM 0.1 Z X+0 Y+0 Z–20 ......................... Define the workpiece blank
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 1 L+0 R+10 ....................................... Define the tool
4
TOOL CALL 1 Z S1500 ........................................ Call the tool
5
L Z+100 R0 FMAX M6 ........................................ Insert the tool
6
APPR LN X+0 Y+5 Z-15 LEN+20 RR F100 M3 ... Approach the contour on a straight line perpendicular to the
first contour element
7
L X+95 ................................................................. First straight line for the corner
8
RND R20 .............................................................. Insert a tangential arc with radius R = 20 mm between the
contour elements
9
L Y+100 ............................................................... Second straight line for the corner
10 DEP LT LEN20 F100 ............................................ Depart the contour tangentially on a straight line
11 L Z+100 F MAX M2
12 END PGM ROUNDING MM
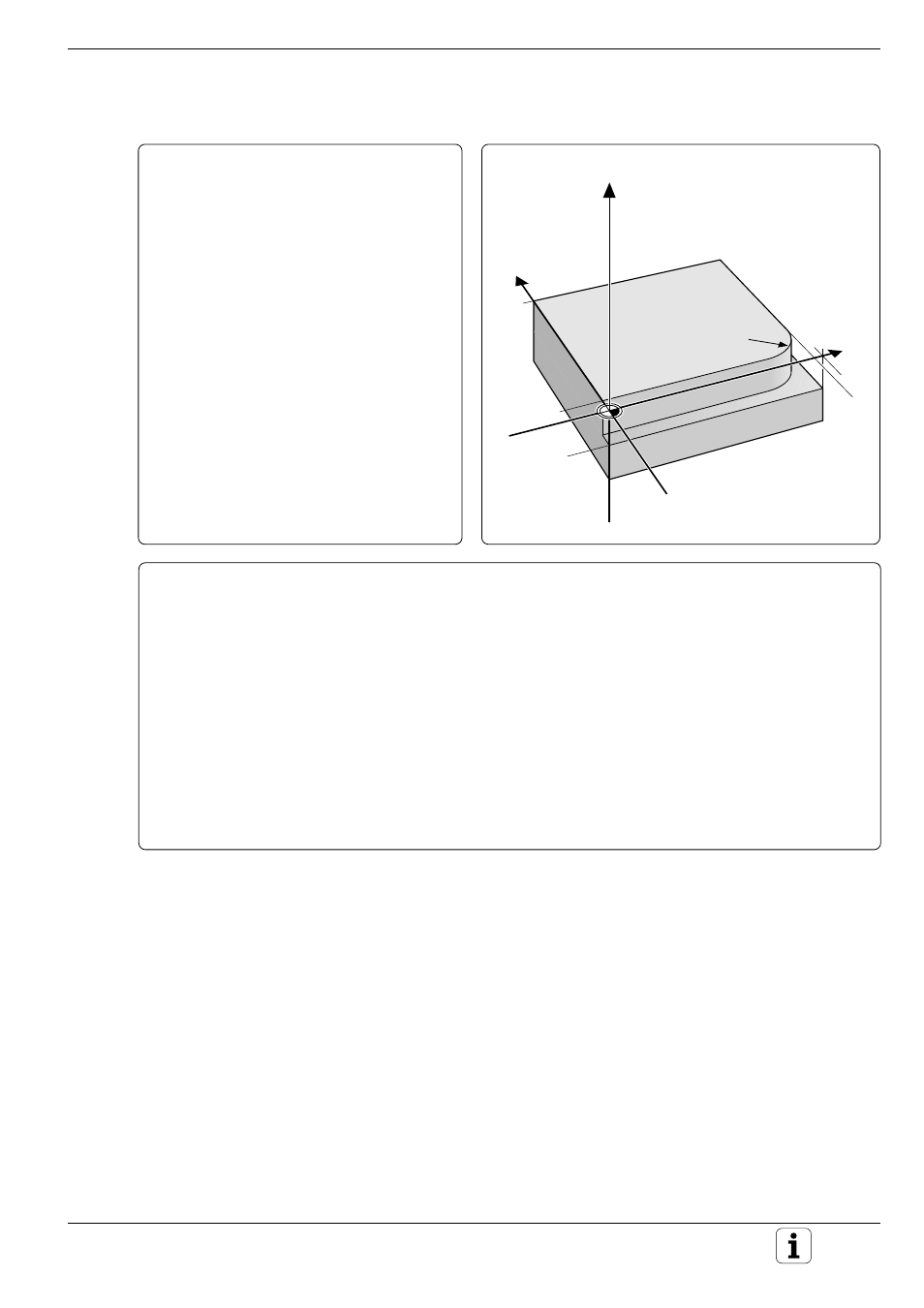
Example for exercise: Rounding a corner
Coordinates of
the corner point:
X
= 95 mm
Y
=
5 mm
Rounding radius:
R
= 20 mm
Milling depth:
Z
= –15 mm
Tool radius:
R
= 10 mm
100
5
–15
100
95
R = 20
Y
X
Z