HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 217
8-10
8
Cycles
TNC 407/TNC 415 B/TNC 425
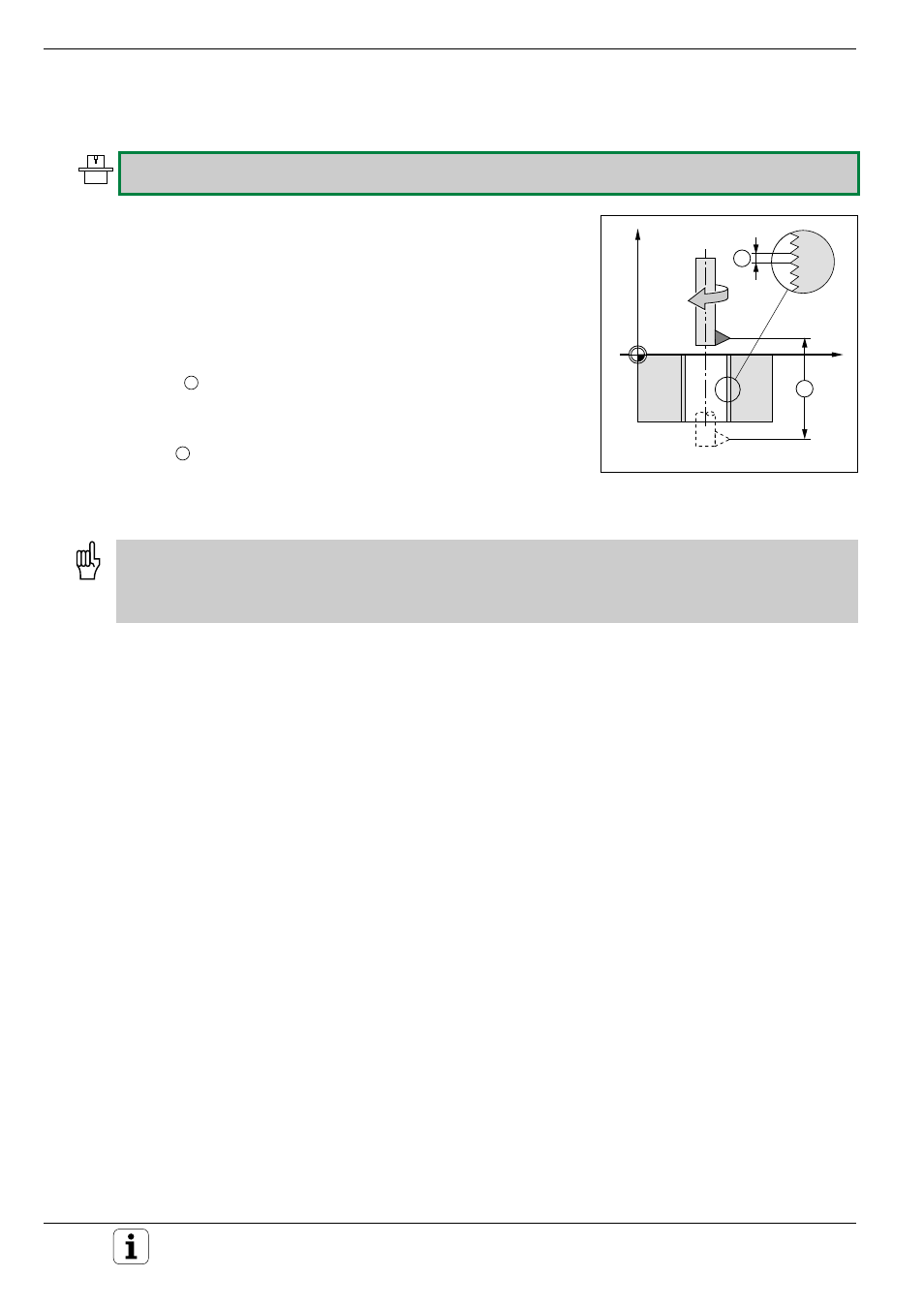
THREAD CUTTING (Cycle 18)
The machine and control must be specially prepared by the machine manufacturer to enable thread cutting.
Process
Cycle 18 THREAD CUTTING moves the tool with controlled spindle from
the current position at the current rpm to the entered depth. The spindle
is stopped at the floor of the hole. Approach and departure moves should
be entered separately – preferably in an OEM cycle. Your machine
manufacturer can give you more information on this.
Input data:
• DEPTH :
Distance between current tool position and end of thread.
The sign of the depth determines the working direction
(– means negative tool axis direction).
• PITCH :
The sign determines right-hand and left-hand threads:
+ = Right-hand thread
(M3 with negative DEPTH)
–
= Left-hand thread
(M4 with negative DEPTH)
• The TNC calculates the feed rate depending on the rpm. If the rpm override control is used during thread
cutting, the feed rate will be automatically adjusted.
• The feed rate override control is not active.
• The spindle is turned on and off automatically, so you don't have to program M3/M4 before the cycle call.
Fig. 8.4:
Input data for THREAD CUTTING
cycle
Z
X
A
B
B
A