HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 106
5-7
TNC 425/TNC 415 B/TNC 407
5
Programming Tool Movements
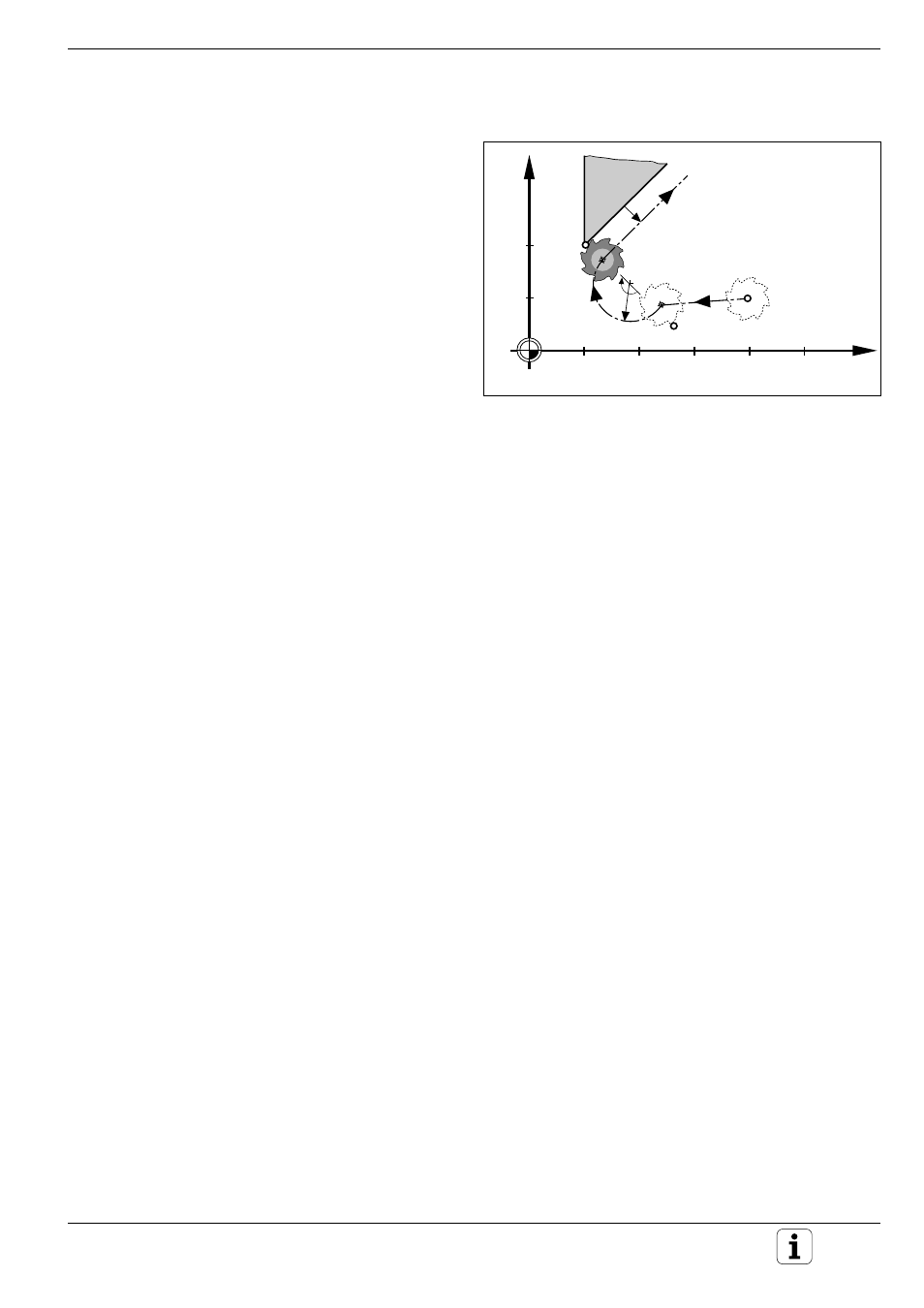
Fig. 5.8:
Approaching on a circular arc with tangential connection
Approaching on a circular arc with tangential connection: APPR CT
The tool moves on a straight line from P
S
to an
auxiliary point P
H
. From P
H
it moves to the first
contour point P
A
following a circular arc that is
tangential to the first contour element.
The arc from P
H
to P
A
is determined through the
radius R and the center angle CCA.
The direction of rotation of the circular path is
automatically derived from the tool path for the first
contour element.
Input
• Coordinates of the first contour point P
A
• Radius R of the arc
• Center angle CCA of the arc (maximum input
value 360°)
• Tool radius compensation for machining
Algebraic signs
• CCA can only be entered as a positive value
• R must always be entered as a positive value
NC blocks
L X+40 Y+10 R0 FMAX M3 ................................ P
S
without radius compensation, rapid traverse, spindle ON with
............................................................................
clockwise rotation
APPR CT X+10 Y+20 Z–10 CCA180 R+10
RR F100 ....................................................................... P
A
with radius compensation RR, machining feed rate,
............................................................................
radius R = +10 mm, center point angle CCA = 180°
L .......................................................................... End point of the 1st contour element
Contour Approach and Departure
Y
X
10
20
30
40
50
10
20
P
A
RR
P
S
R0
P
H
RR
R > 0
RR
CCA