Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 97
Manual/MDI Operation Modes
Chapter 4
4-5
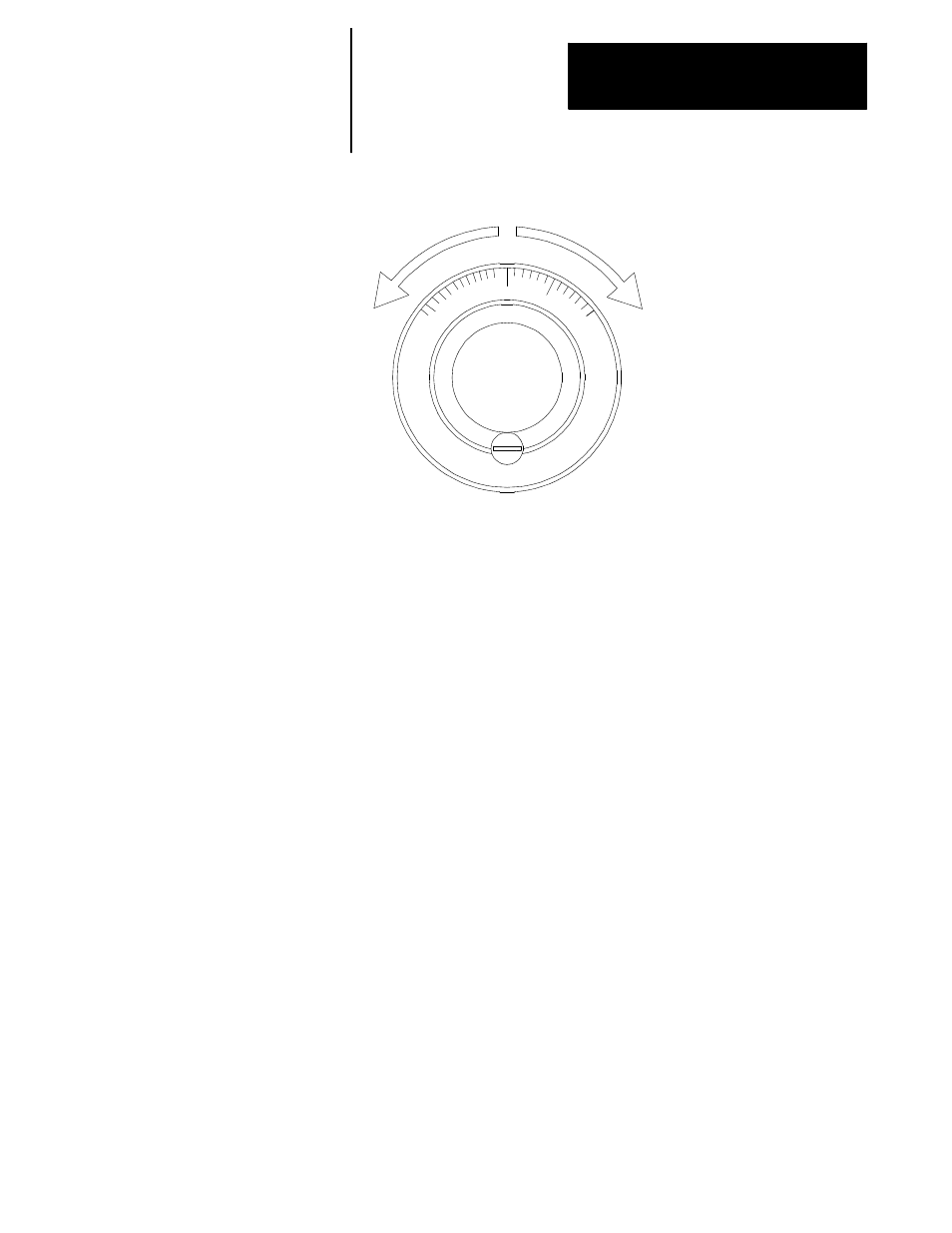
Figure 4.2
HPG Feed
-
+
If desired the system installer can enable a feature that allows control over
the angle in which a multi-axis jog move will take through the installation
of some optional switches.
When this feature is activated, the operator selects two different axes to
define a plane for the arbitrary angle jog to take place. Then, an angle is
selected (between 0°and 360°) to define a vector for the jog to take place.
This angle is referenced from the first axis chosen to define the current
plane. The system installer has the option to predefine this plane and
vector in PAL. Refer to the documentation prepared by the system installer
on selecting an arbitrary angle jog.
Once this vector has been defined, a jog move can be made along the
defined vector by selecting HPG incremental or continuous jogging modes
in the normal fashion. See page 4-1. The direction that the tool will
travel along the defined vector is determined by your system installer in
PAL or by the operator by the position of another optional switch.
The feedrate of the tool is equal to the current feedrate as determined by
the
and
. This feedrate is the
vectorial feedrate for the cutting tool. Individual axis feedrates
automatically adjust to produce the designated vectorial feedrate. To jog at
the maximum feedrate as set in AMP, hold the
button down while
jogging in continuous mode.
4.1.5
Arbitrary Angle Jog