Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 597
Compound Turning Routines
Chapter 24
24-33
The G75 routine can be programmed while the tool tip radius
compensation mode (G41 or G42) is active. If tool tip radius
compensation is active prior to the G75 block it remains active throughout
the execution of the routine.
The G75 roughing routine activates the Tool Tip Radius Compensation
(TTRC) function regardless of whether it was active prior to the roughing
routine. If TTRC was active, the roughing routine uses the previously
programmed T-word to compensate for the tool tip radius. At the end of
the roughing routine, TTRC is cancelled unless it was active prior to the
roughing routine.
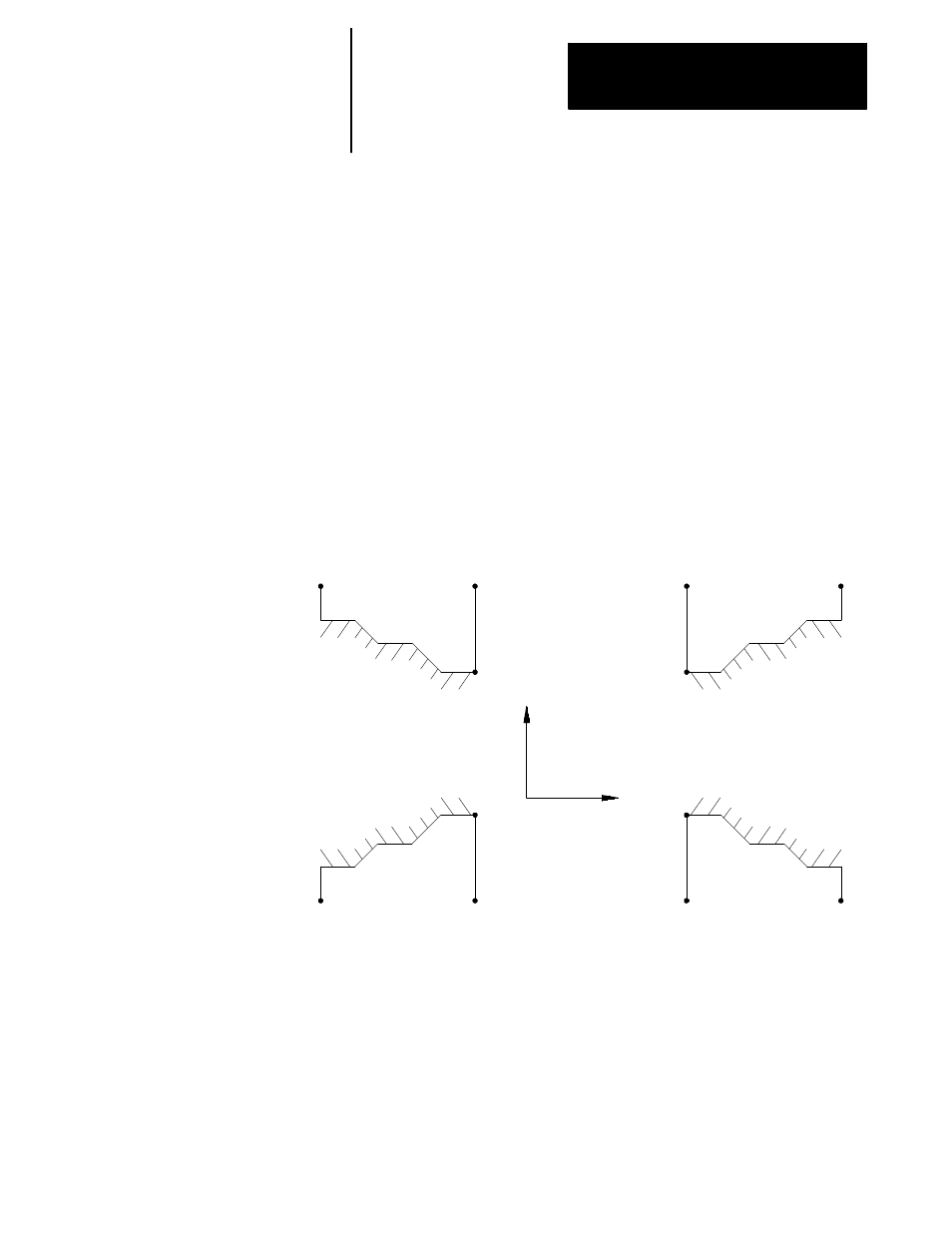
The finish allowance words (U and W) in the G75 block are signed values
dependant on the workpiece contours. Figure 24.25 illustrates this with the
workpiece contour program generating the blocks from point A to C.
Figure 24.25
Effect of Positive and Negative Finish Allowance Parameters
A
C
C
A
B
B
Z
X
B
B
A
C
A
C
U(+), W(+)
U(+). W(-)
U(-), W(+)
U(-), W(-)
The control generates multiple passes each offset from the other by an
amount equal to the total material to be removed (I and K) divided by the
number of passes (D) minus 1. These tool paths repeat until (D) tool paths
have been made across the part. At completion of the last path the tool
returns to the start point of the routine.