Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 613
Thread Cutting
Chapter 25
25-13
Where :
Is :
E F
This parameter may be entered by using either an E- or F-word. It represents the
thread lead along the axis with the largest programmed distance to travel to
make the thread cut. It is mandatory when cutting any threads.
If the E-word is programmed, its value (sign ignored) is equal to the number of
threads per inch or inches per thread (determined in AMP) regardless of whether
inch or metric mode is active at the time.
If the F-word is programmed, its value (sign ignored) is the thread lead in inches
per revolution or millimeters per revolution, depending on the mode in which the
control is operating.
In a G34 block, E or F indicates the initial thread lead used at the start of the
threading pass.
Q
This optional parameter provides a relative value for the start offset angle of the
thread. Its primary use is in cutting multistart threads. For example, if a
threading pass were made with a value of zero here, and then followed by
another pass with a value of 180
°
, then the second cut would be started 180
°
from the first resulting in a two-start thread. If two more passes are then made
(one with an a parameter value of 90
°
and one with a value of 270
°
), the result
would be a four-start thread.
K
Program the difference in the thread lead per spindle revolution (inch/rev/rev or
mm/rev/rev). The amount of K is added to the thread lead (E or F) after each
thread is cut. K may be programmed as a positive (increasing thread lead) or a
negative (decreasing thread lead) value.
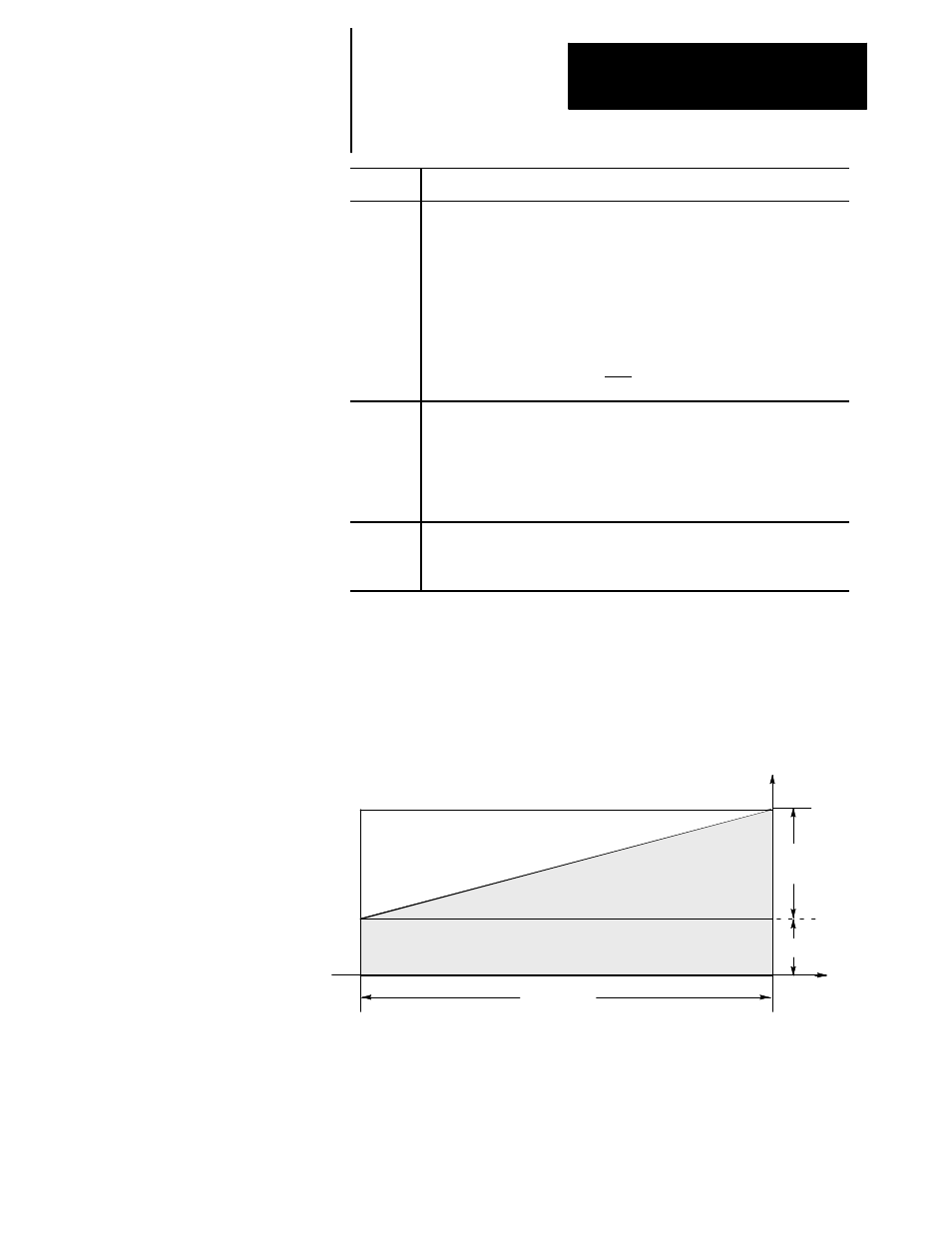
The lead changes continuously during the move. At any point during the
move, you can calculate the lead with this formula:
instantaneous lead = F + (K * number of revs since the start)
Figure 25.10
Instantaneous Lead
Revolutions
K * Revs
F
Lead
Distance
The actions of the G34 variable lead threading operation are identical to
the G33 threading operation with the exception of the variable thread lead.
See the G33 threading section for details and examples of single-pass
threading blocks that cut parallel, tapered, or face threads.