5 mdi or manual motion during ttrc – Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 531
Tool Tip Radius Compensation (TTRC)
Function
Chapter 21
21-47
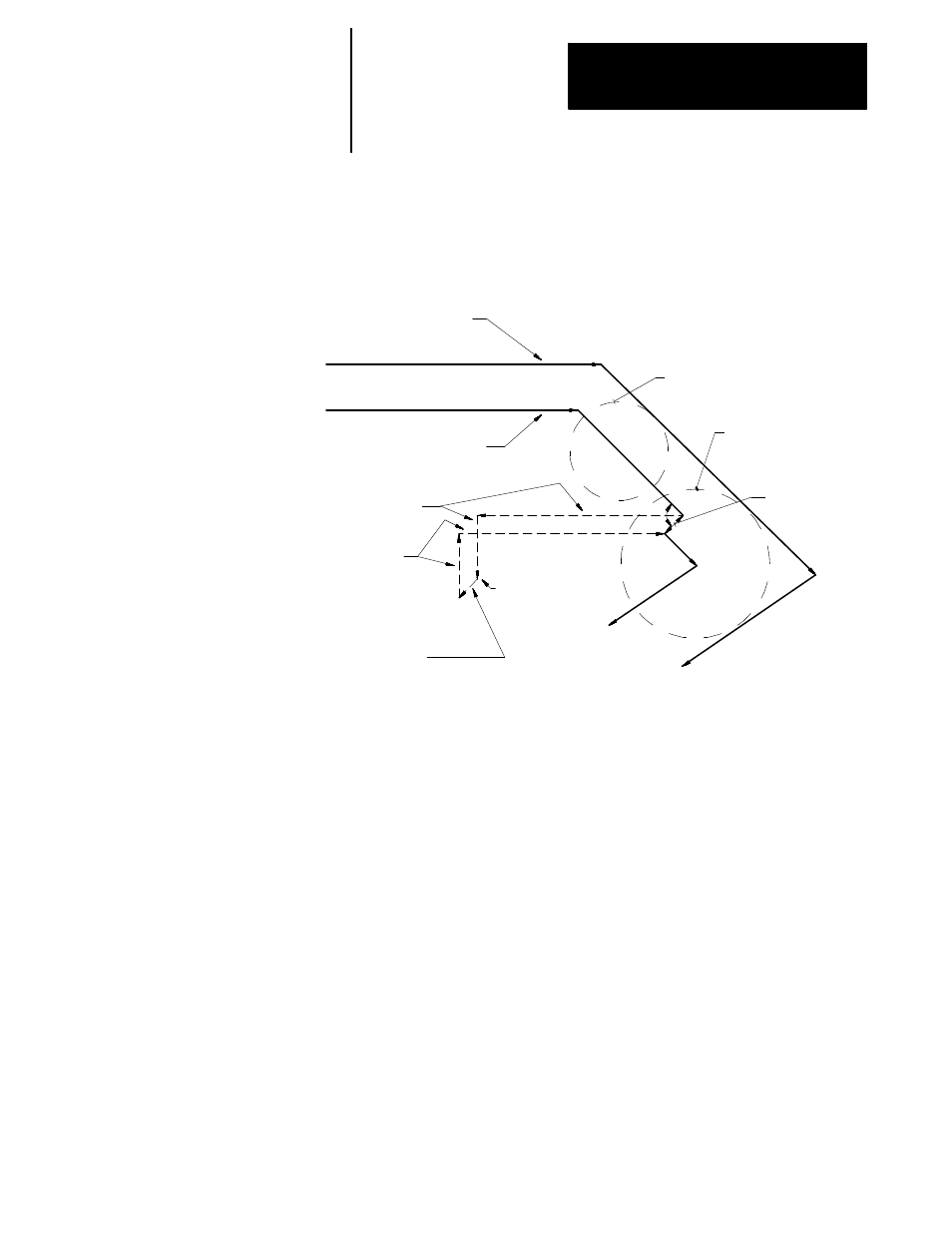
Figure 21.42 shows an example of a typical change in tool radius during
jog retract with TTRC active:
Figure 21.42
Change in Cutter Radius During a Jog Retract
Original tool
radius
New tool
radius
Difference in
tool radius
D
R
Programmed path
Compensated path
Jog retract moves
Jog retract
return moves
Tool radius
changed here
90
°
Generated offset block
from difference in
tool radius
D
R
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
If exiting automatic mode and either a MDI motion block is executed or a
manual jog motion is made, the TTRC feature, if active, will be
re-initialized when the next motion block is executed. The compensation
feature compensates the cutting tool one tool radius perpendicular to the
tool path of the next motion block that is executed in automatic mode. In
effect, the control generates its own entry move for compensation with the
first compensated block being the next block executed in automatic
operation.
Important: The TTRC feature is not available for any motion blocks that
are programmed in MDI mode. The TTRC mode may be altered by
programming either G41, G42, or G40, or the tool radius can be changed
in an MDI program. However, none of the tool paths executed in MDI will
be compensated. Any changes made to TTRC will not be applied until the
next block executed in automatic mode.
Figure 21.43 is an example of the possible tool path taken when
interrupting automatic operation during TTRC to execute MDI motion
blocks. The same tool path would apply if interrupting TTRC to perform a
manual jog move.
21.6.5
MDI or Manual Motion
During TTRC