Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 448
Programming Feedrates
Chapter 18
18-22
G36 and G36.1 are modal. The control should only be in short block
check disable mode (G36.1) when executing a series of fast short blocks
that contain only slight changes in direction and velocity. What constitutes
a slight change in direction and velocity depends on the Acc/Dec ramp
configured for your machine.
G36 -- Short Block Acc/Dec clamp Enable
G36.1 -- Short Block Acc/Dec clamp Disabled
G36 is the default mode, and it is established at power-up, E-STOP reset,
and end of program (M02, M30, or M99). The recommended method of
programming G36 and G36.1 is to program a relatively long entry and exit
move into and out of the mode.
The entry move should be a long move, in the general direction of the
first short move, and at the same feedrate as the first short move. This
entry move should be long enough for the axes to reach programmed
speed. Program the G36.1 code in this entry block
The exit move should be a long move, in the general direction of the
last short move, and at the same feedrate as the last short move. This
exit move should be long enough for the axes to decelerate properly
without overshooting their end points. Program the G36 code in this
exit block
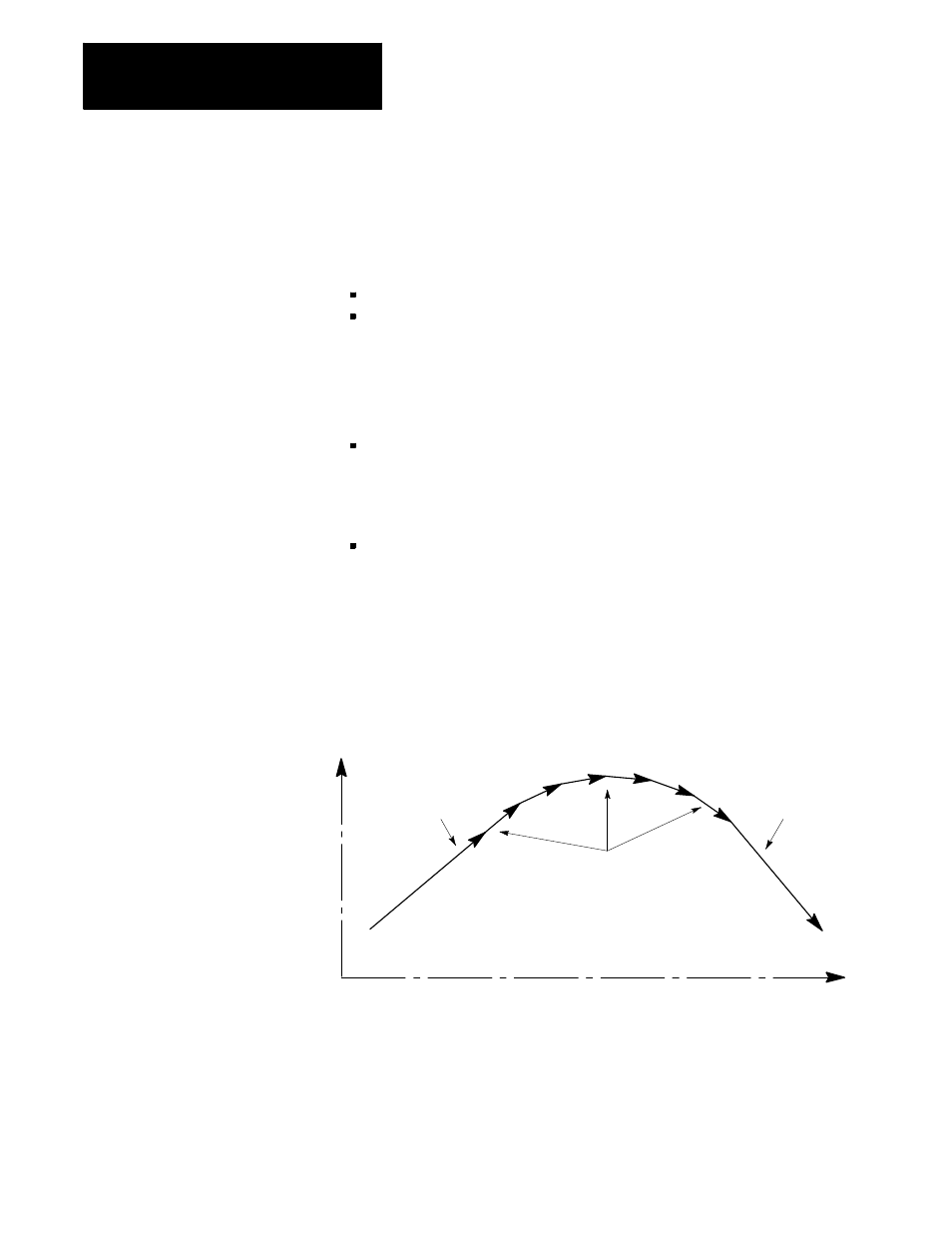
Figure 18.14 shows the recommended entry and exit moves for short block
Acc/Dec clamp disable mode.
Figure 18.14
Entry and Exit Move to/from Short Block
Long Entry move.
This block contains a
G36.1 command
Long Exit move.
This block contains
a G36 command
Series of short move blocks
X
Z
12165-I
END OF CHAPTER