The format for the g28 block is, Figure d.1 illustrates these parameters – Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 854
Allen-Bradley 7300 Series CNC
Tape Compatibility
Appendix D
D-4
The format for the G28 block is:
G28__D__X__Z__F
Where: Specifies:
D
final threading depth or roughing depth. For Absolute Programming mode (G90), this
parameter is programmed as an X axis position. For Incremental Programming mode
(G91), this parameter is programmed as a distance measured parallel to the X axis from
the initial work surface.
X
depth of first thread cutting pass or first roughing pass. For Absolute Programming
mode, the initial depth is programmed as an X axis position. For Incremental
Programming mode, this initial depth is programmed as a distance measured parallel to
the X axis from the initial work surface.
Z
the distance between the starting point and the infeed endpoint on the Z axis. Not
programming a Z or programming a Z that does not create any axis motion results in a
plunge infeed. A plunge infeed moves the tool directly into the part with no Z component
in the move.
Programming a Z that is different than the starting point Z location generates a tapered
infeed. For threads that are cut with tapered infeed, the tool is fed into the part at an
angle comprised of both X and Z motions. The angle is determined by the linear
intersection of the start point and the endpoint. The endpoint is determined by this
parameter on Z axis and final depth is determined by D.
F
feedrate of the plunge or compound infeed. The infeed rate is programmed in the
units/inches per minute (IPM) in the inch mode, or millimeters/minute (MMPM) in the
Metric mode.
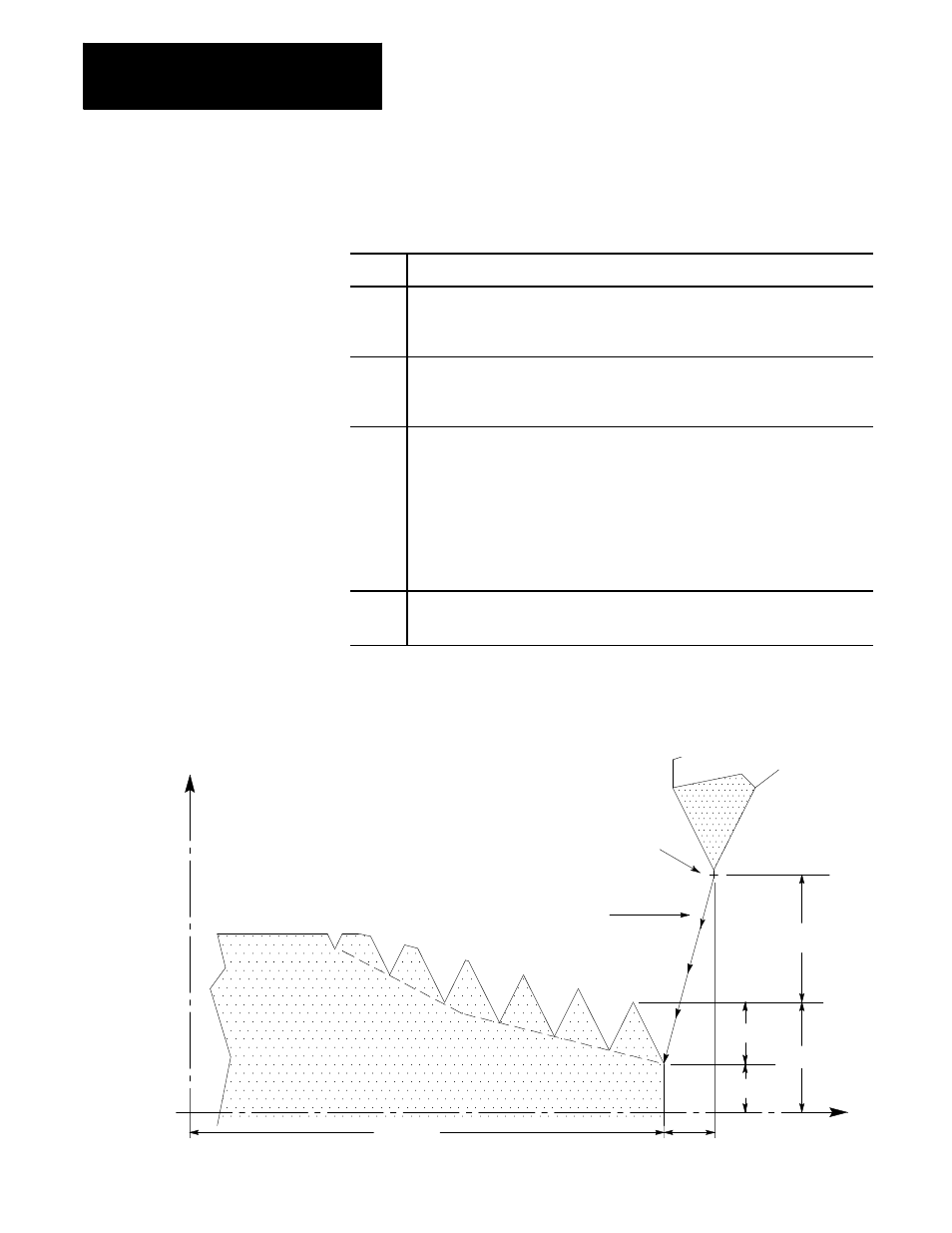
Figure D.1 illustrates these parameters.
Figure D.1
G28 Multi-pass Thread Cutting Parameters
(Absolute/Incremental Programming Mode)
X
Z
X abs.
D abs.
X inc.
Z abs.
Z inc.
D inc.
Starting point
1st pass
2nd pass
3rd pass
Tapered infeed