Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 486
Tool Tip Radius Compensation (TTRC)
Function
Chapter 21
21-2
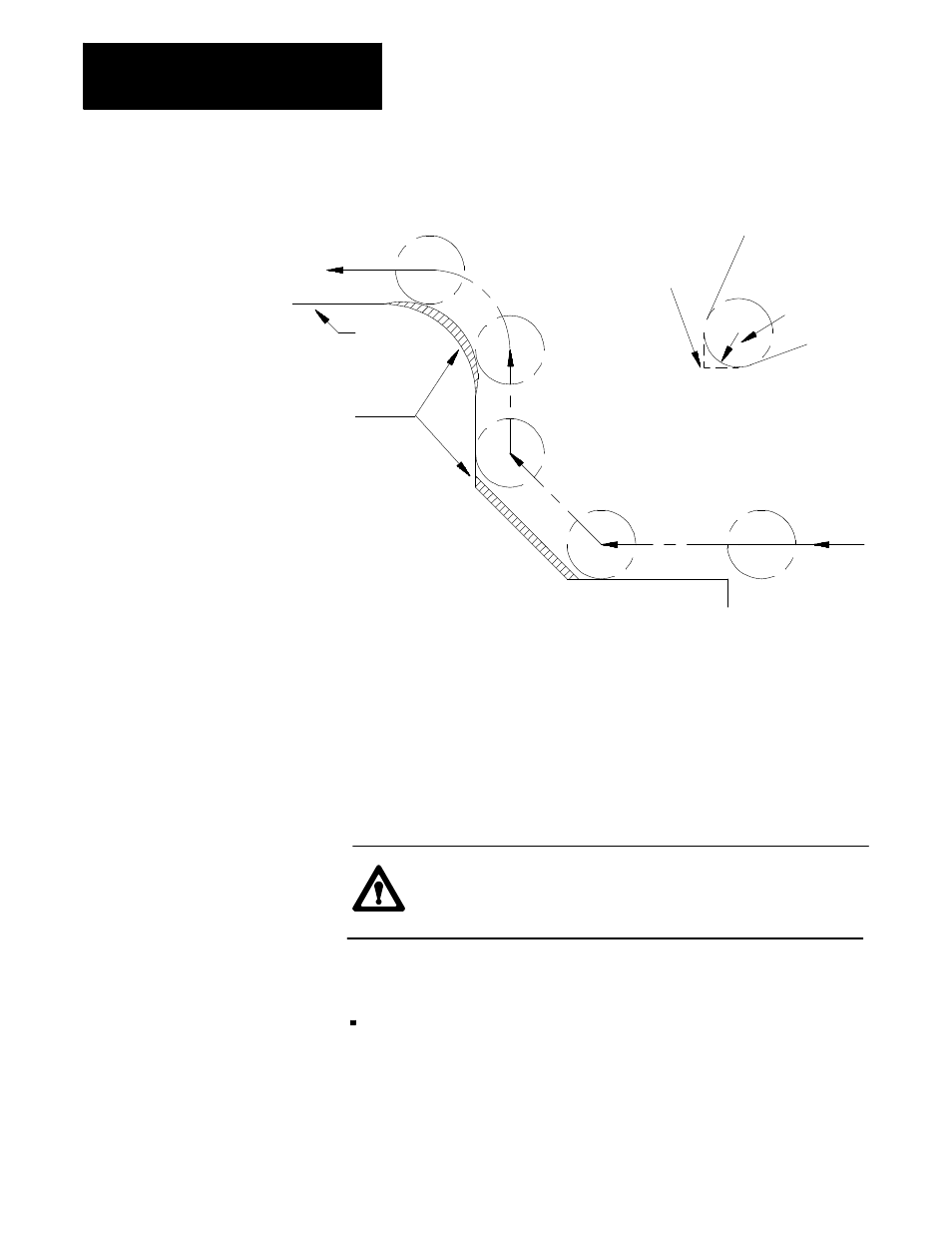
Figure 21.1
Taper and Arc Cutting Without TTRC
Without TTRC active,
control assumes tool
has a perfect point
Actual tool
tip radius
Cutting
tool
Part
profile
Material left uncut
due to radius of
tool tip
Put the radius of the tool and tool orientation data into the offset tables in
advance. This function lets the control use the same program to produce
the same workpiece, regardless of the radius of the tool that does the
cutting.
This feature also uses tool orientation data taken from the tool geometry
table. You need this tool orientation to compensate for inaccuracies that
can occur from difficulties in measuring tool tip diameter because of a tool
mounting position. If this is not a factor, make sure all tool orientations
use an orientation of either 0 or 9.
CAUTION: If you use a 2-turret lathe, be aware that the X tool
offset and the tool orientation values will be opposite of the A
turret values for the second mirrored (B).
We use these terms in this section:
inside ---- Refer to an angle between two intersecting programmed tool
paths as inside if, in the direction of travel, the angle measured
clockwise from the second tool path into the first is less than or equal
to 180°. See Figure 21.2. If one or both of the moves are circular, the
angle is measured from a line tangent to the tool path at their point of
intersection.