Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 379
Axis Motion
Chapter 14
14-21
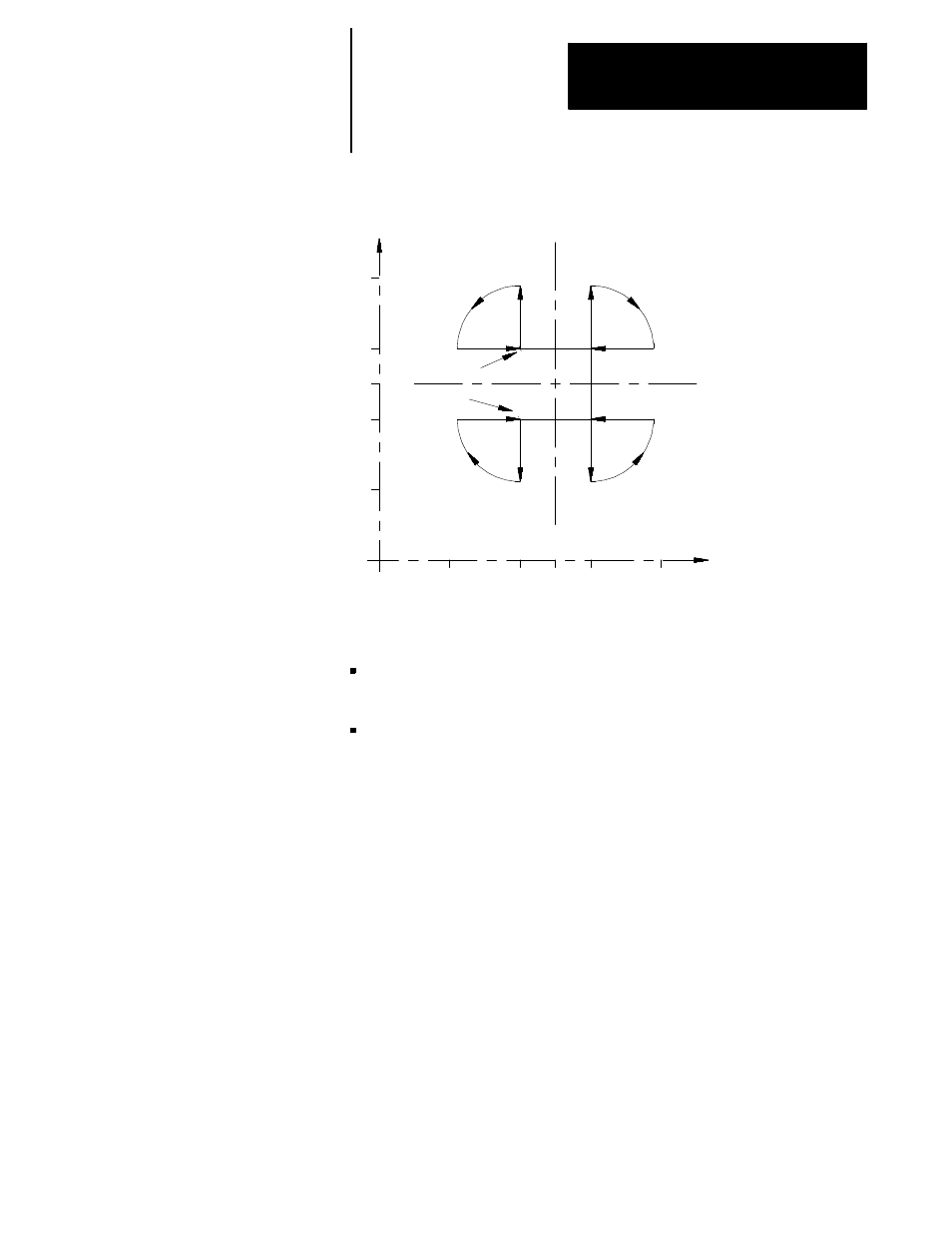
Figure 14.9
Programmable Mirror Image, Results of Example 14.8
120
90
75
60
30
Start point
End point
0
120
90
75
60
30
X
Z
When the mirror image function is active on only one of a pair of axes, the
control:
executes a reverse of programmed G02/G03 arcs. G02 becomes
counterclockwise and G03 becomes clockwise
activates a reverse of programmed G41/G42 cutter compensation. G41
becomes tool right and G42 becomes tool left
Manual Mirror Image
In addition to the programmable mirror image feature, the control can also
be equipped with an optional mirror image switch, installed by your
system installer that activates the manual mirror image feature. This
feature can also be activated by using the {FRONT PANEL} softkey.
The manual mirror image feature differs from the programmable mirror
image feature. When you use manual mirror image, the location of the
mirrored plane is fixed along the selected axis in the current work
coordinate system. This means that the mirror plane is parallel to the
selected axis. It passes through the zero point of the currently active work
coordinate system.
The mirrored plane is fixed and cannot be moved from along the selected
axis. This mirrored plane is the equivalent of programming a
programmable mirror image and using all zero values for the axis words.