Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 447
Programming Feedrates
Chapter 18
18-21
To avoid this feedrate limitation, the short block Acc/Dec clamp can be
disabled by programming a G36.1. In this mode, the control assumes that
no rapid decelerations are required and allows axis velocities to go higher
than they otherwise would. Activate G36.1 mode only when:
no sudden changes in programmed feedrate within consecutive short
motion blocks exists (this includes requesting a feedhold or cycle stop)
no drastic change in programmed direction is present within the short
blocks
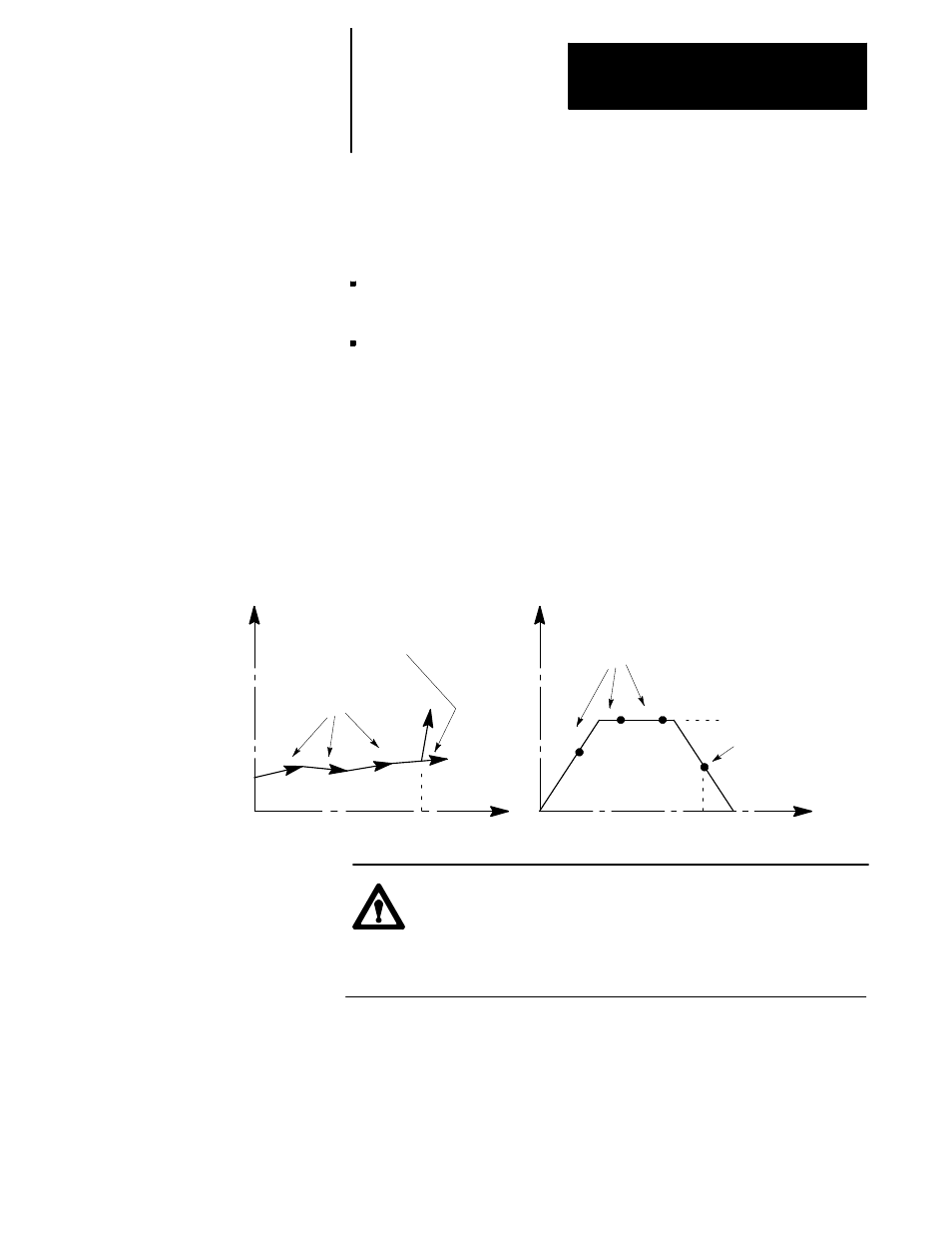
If any of these conditions are not met during the G36.1 mode, the control
can overshoot positions since the axes do not have time to decelerate. For
example, consider the following position and velocity plots if a drastic
change in direction is requested after the move from Z5.0 to Z5.1 when in
G36.1 mode (see Figure 18.13) . The position Z5.1 is overshot and the
axis would have to reverse direction to reach proper position.
Figure 18.13
Drastic Change in Direction while in Short Block Mode (G36.1)
Z5.1
Programmed Feedrate
Z-axis is traveling too
fast to stop when end
of move is reached.
Z
F
E
E
D
R
A
T
E
Z5.0
Z-axis overshoots endpoint of
move because of drastic change
in programmed direction.
D I S T A N C E
Series of short
move blocks.
Z4.9
Z4.8
X1.8
X1.9
X
Z
Z5.1
Z5.0
Series of short
move blocks.
Z4.9
Z4.8
Deceleration
Acceleration
12164-I
CAUTION: The programmer must consider the direction and
feedrate transitions from block to block when the short block
Acc/Dec check is disabled (G36.1 mode). If the transition
exceeds the deceleration ramp of the axis, damage to the part or
equipment can occur.