Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 346
Coordinate Control
Chapter 13
13-4
To program incremental moves using G-code system A, call out axis
positions using U, W, and V.
Incremental command, G code system A
U20.W-25.;
The above commands are not modal. Incremental and absolute commands
can be programmed at any time, even in the same block.
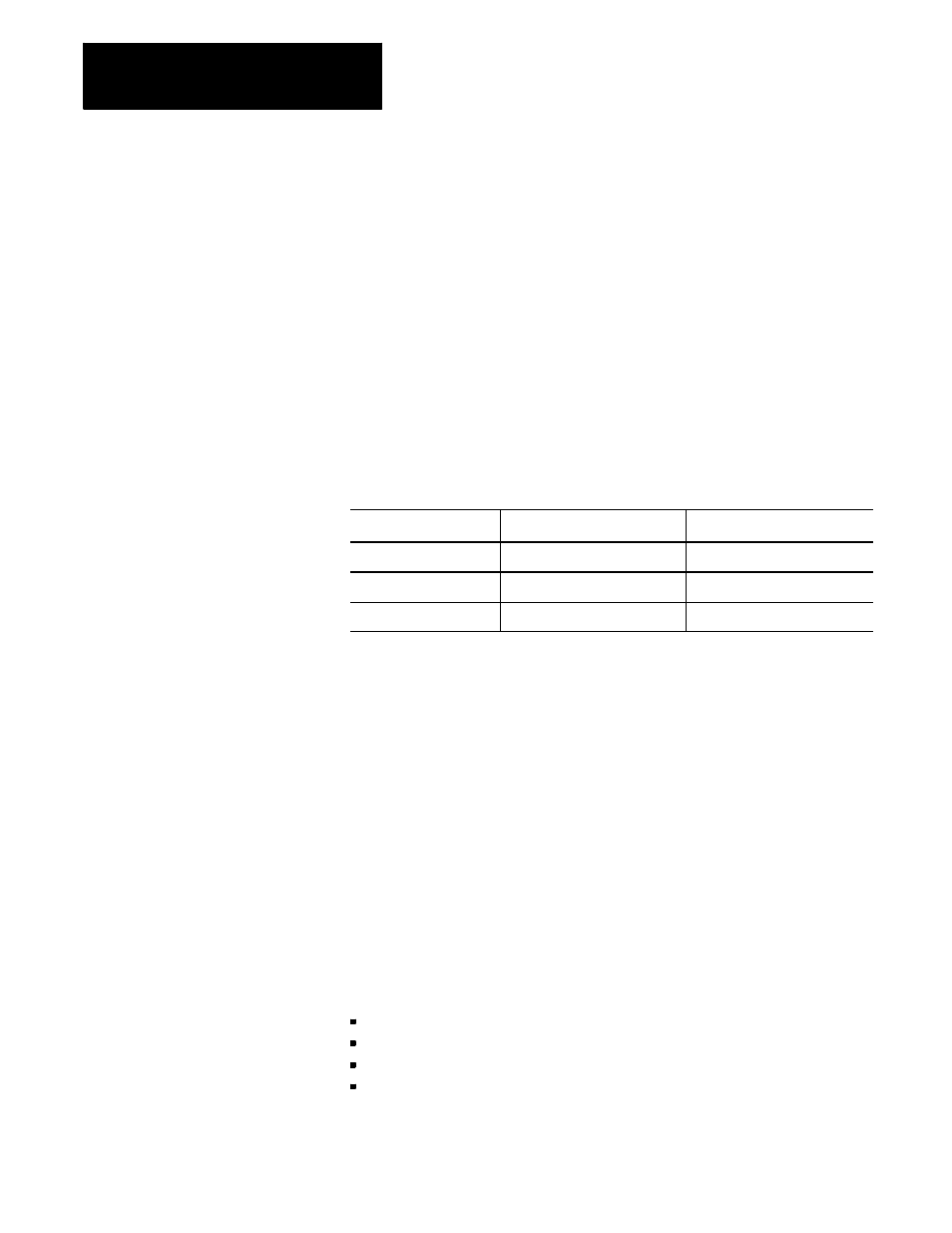
Table 13.A shows the typical command addresses for absolute and
incremental programming in G-code system A. See the documentation
provided by your system installer for axis names in your system.
Table 13.A
Absolute and Incremental Addresses, G
-code System A
Absolute Commands
Incremental Commands
Remarks
X
U
X axis motion command
Z
W
Z axis motion command
C
V
C axis motion command
The selection of a unit system (inch or metric) can be done by
programming either G70 for the inch system or G71 for the metric system.
These unit system G-codes should be among the first blocks written in a
program.
Both G70 and G71 are modal, and they cancel each other. The default unit
system selected by the control at power-up is determined in AMP by your
system installer.
The currently active unit system is usually displayed on the screen for
softkey level 1 in lines 3 or 4 between the [ ] symbols. If the screen
selected for display of softkey level 1 is the status screen, the active system
G-code (G71 or G70) is displayed among the active system G-codes.
Some of the functions that are affected by the active unit system (inch or
metric) are:
Position commands
Feedrate commands
Axis feed amount for fixed amount feed operation
Unit system for hand pulse generator (HPG)
13.3
Inch/Metric Modes (G70,
G71)