Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 749
Chapter 30
Using a 9/Series Dual--Processing System
30-9
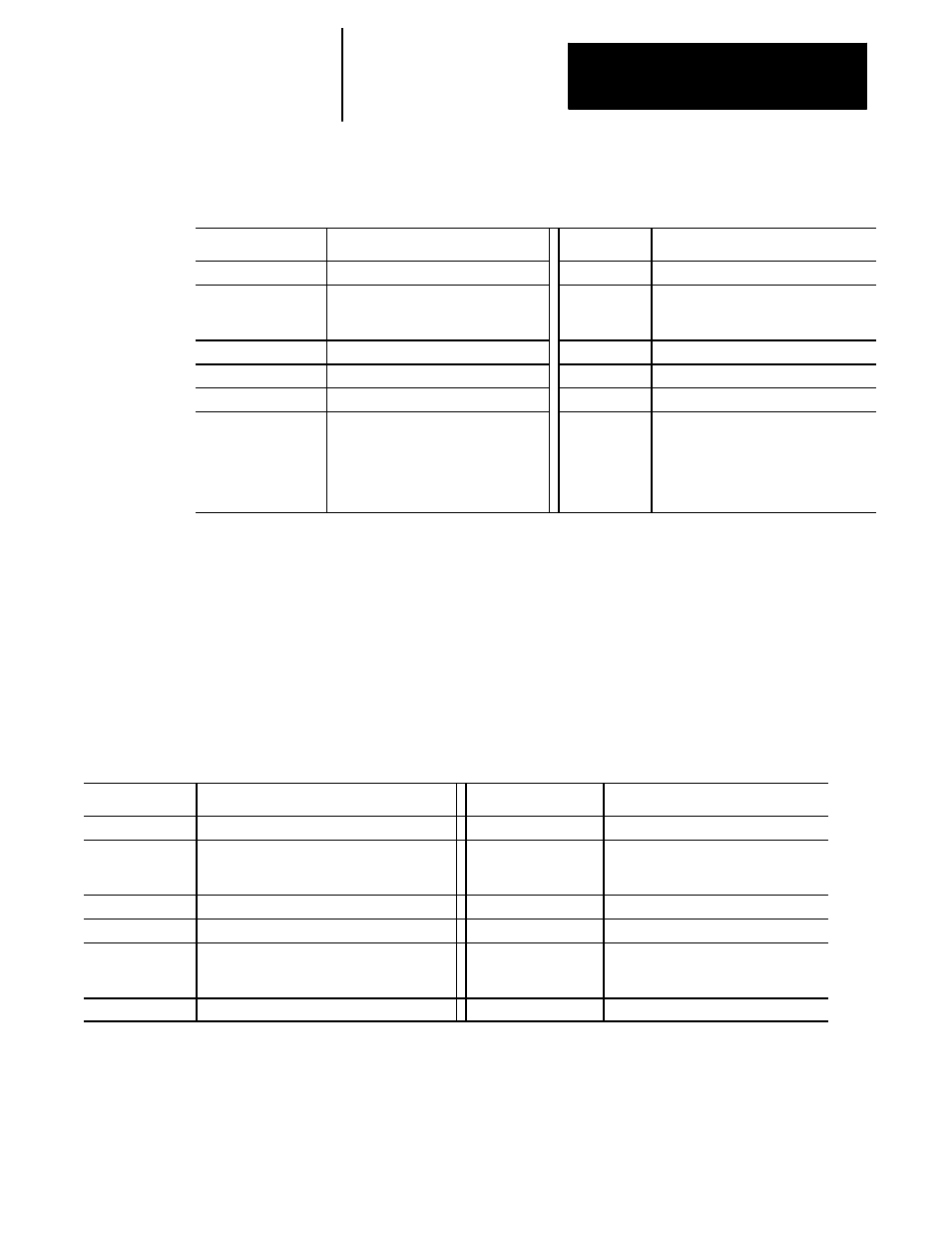
Example 30.2
Incorrect Use of Simple Synchronization with Shared Paramacro
Parameters
Process 1
Comment
Process 2
Comment
N17 #7100=100;
Paramacro parameter 7100 is set to 100
N32 M100;
Process pauses waiting for M100 in
process 1. Block N33 is set up in buffer
prepared for execution.
N18 Z#7100;
N19 #7100=25
Paramacro parameter 7100 is set to 25
N20 M100;
Process 2 is released from pause
N33 X#7100;
Destination of this block is dependent on
when this block was read into the setup
buffer. If this block was set up before
process 1 executed block N19, X moves
to 100. If this block was set up after
block N19 is executed, X moves to 25.
Since there is no way to consistently tell when block N33 in Example 30.2
is set up, an inconsistent destination for the block can result. When block
N33 is set up, depends on many factors, like what features you are
currently using, the speed of execution, and complexity of blocks in both
processes (see block lookahead in chapter 21 for details). To make certain
that block N33 is not set up until process 1 releases process 2, use one of
the synchronization-with-setup M-codes.
Example 30.3
Correct Use of Synchronization with Set up for Shared Paramacro
Parameters
Process 1
Comment
Process 2
Comment
N17 #7100=100;
Paramacro parameter 7100 is set to 100
N32 M151;
Process pauses, waiting for M151 in
process 1. Block N33 is setup in buffer
prepared for execution.
N18 Z#7100;
N19 #7100=25
Paramacro parameter 7100 is set to 25
N20 M151;
Process 2 is released from pause and any setup
buffer read into process 2 block lookahead is
purged and set up again.
N33 X#7100;
X axis moves to 25.
You can use synchronization-with-setup any time synchronization is
necessary, but it does have some cost to system efficiency and can slow
your system down. We recommend that you use M150 -- M199 only when
you change shared paramacro parameters. For most applications, simple
synchronization (M100-M149) is sufficient.