Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 434
Programming Feedrates
Chapter 18
18-8
The maximum allowable speed for each axis is set in AMP. If any axis
feedrate exceeds the maximum allowable speed for that axis the control
automatically adjusts the feedrate to a value that does not cause axis speed
to exceed its set limit.
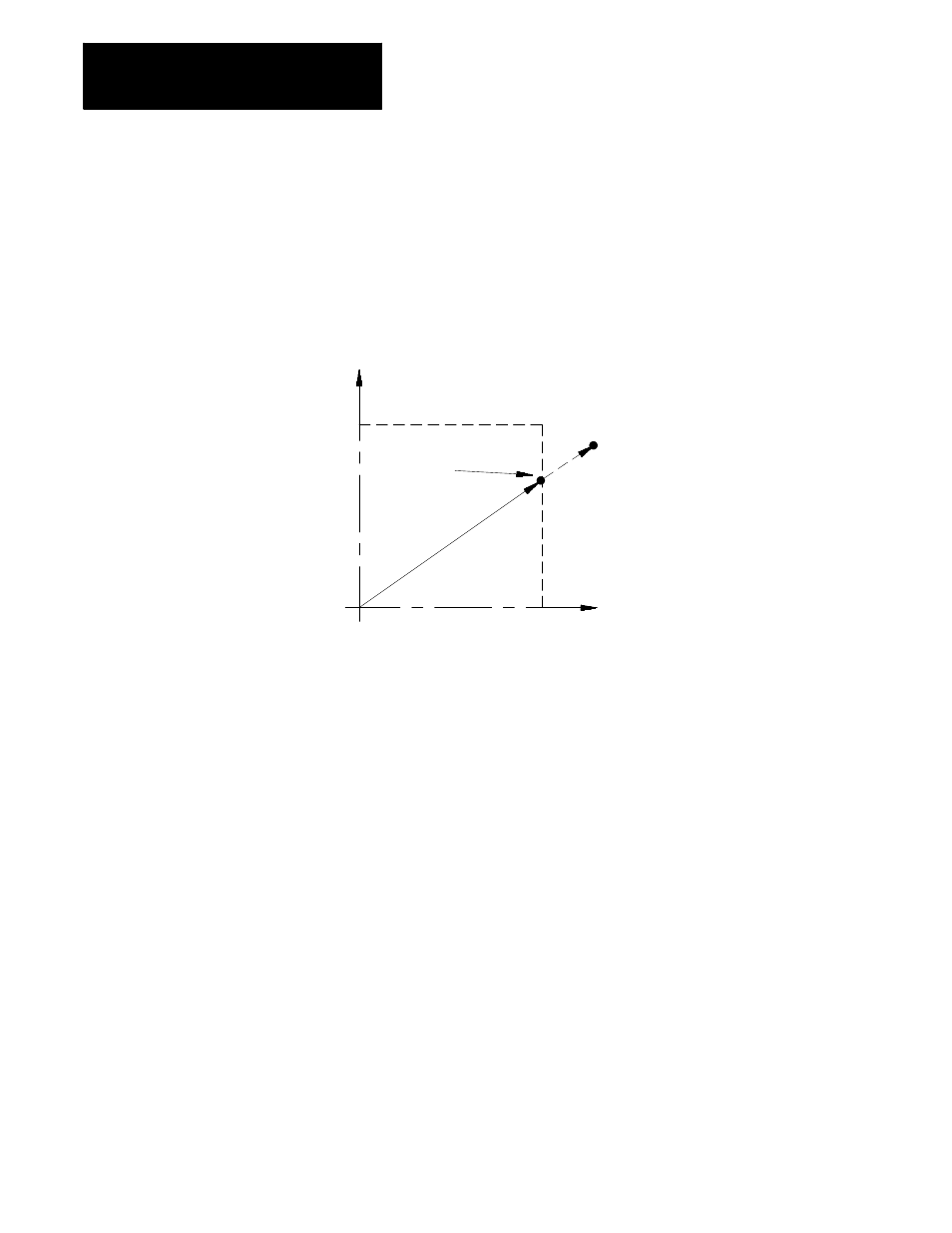
Figure 18.5
Feedrate Clamp
Z
X
F
F
XMAX
F
p
F
XMAX
: maximum X axis feedrate
F
ZMAX
: maximum Z axis feedrate
F
p
: programmed feedrate
F
: actual feedrate
F
ZMAX
In Figure 18.5, when the commanded feedrate is Fp it causes the Z-axis
feedrate to exceed the maximum feedrate (FzMAX). The control then
adjusts the feedrate for both axes so that F becomes the actual feedrate.
When the feedrate is “clamped” to a value below the programmed feedrate
the control displays a flashing C next to the current axes feedrate. The
displayed axis feedrate is the actual feedrate of the tool, not necessarily the
programmed feedrate.
You can select special feedrates that are assigned in AMP. This section
covers the feedrates assigned in AMP for the single-digit F-word and the
external feedrate switch.
Program a one-digit numeric value (1-9) following the F-code to select
various pre-set feedrates. The digits 1-9 have corresponding numeric
values for feedrates set in the F1 - F9 table described in chapter 2.
18.1.6
Feedrate Limits (Clamp)
18.2
Special AMP-assigned
Feedrates
18.2.1
Single-digit F-words