Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 595
Compound Turning Routines
Chapter 24
24-31
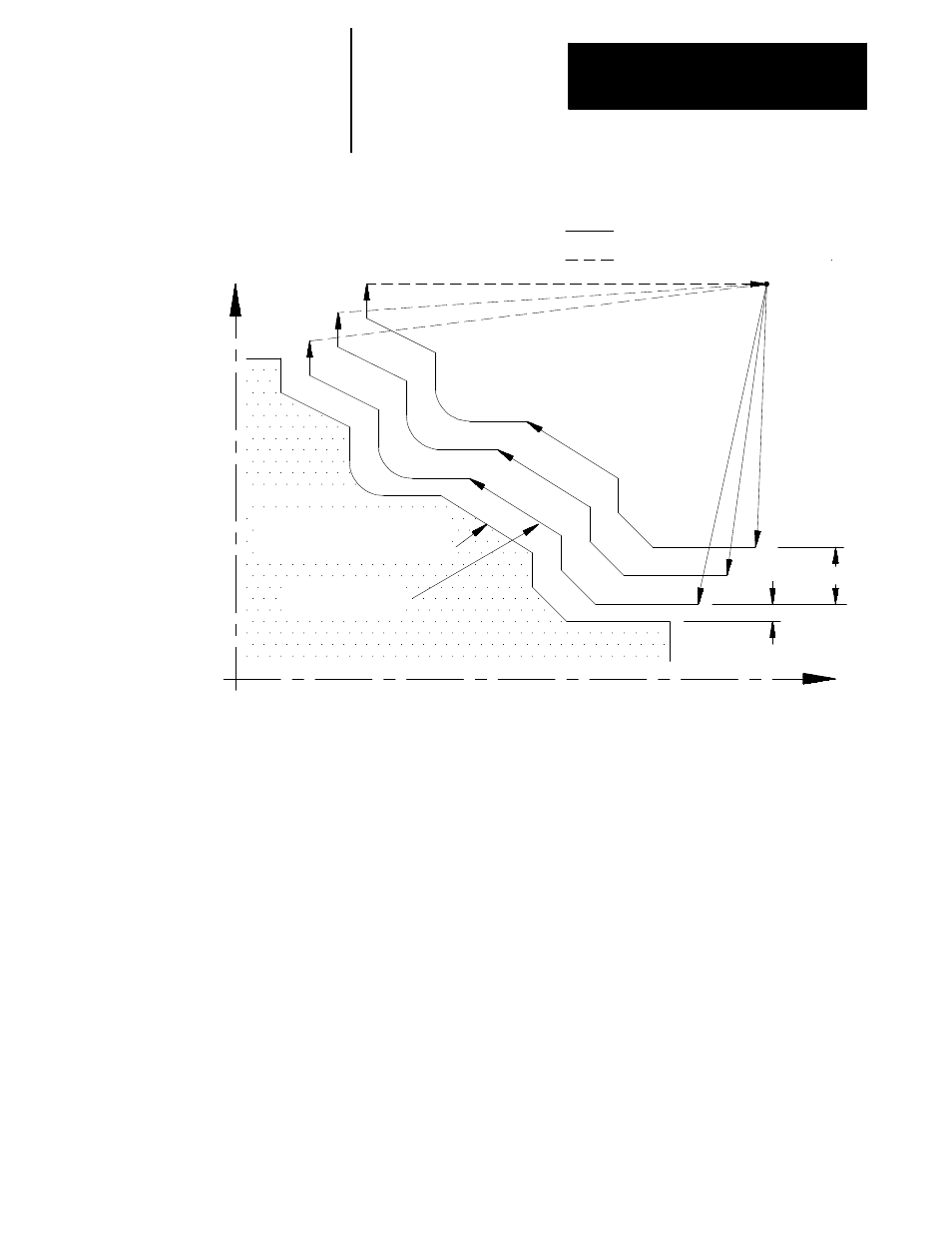
Figure 24.24
Pattern Repeating Routine Parameters
Cutting feed
Rapid feed
(start point)
Z
X
Shape defined by
workpiece contour blocks
Finishing pass
(I+K)/2
(U+W)/2
Note: Tool paths not to scale.
In Figure 24.24, the contour blocks for this routine must define all motions
that would cut the workpiece finished shape and the tool path that connects
the start point of the routine to the first block of the workpiece finished
shape. The first block of the contour blocks must be the tool path from the
start point to the first block of the workpiece finished shape. It is assumed
that some other blocks have positioned the cutting tool to a position above
the part (start point in the above figure).
The arc and pocket in the example above get smaller and smaller as the
passes get farther away from the final contour. If you specify passes very
far from the final contour, the cutting tool can be too large to cut the
resulting arc or pocket. When this occurs the control generates the error
message “INVALID CYCLE PROFILE”. Resolve this problem by making
the distance from the final pass to the first pass smaller. This cycle was not
designed to remove large amounts of material. Its intended design is to
perform cleanup passes on castings or forgings. If you must remove large
amounts of material you should use one of the roughing/facing routines
discussed earlier in this chapter.