1 o.d. and i.d. roughing routine (g73) – Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 566
Compounding Turning Routines
Chapter 24
24-2
The G73 contour turning routine is used to rough out the contour of a
workpiece by making repetitive cuts parallel to the Z axis. A final pass
may be made with this routine to cut parallel to the final contour of the
workpiece. A finish allowance may be left on the workpiece to be
removed later by a G72 finishing routine.
This routine may be used in conjunction with Tool Tip Radius
Compensation (TTRC). If TTRC is active when the routine is executed,
the tool radius is taken into consideration on each consecutive pass.
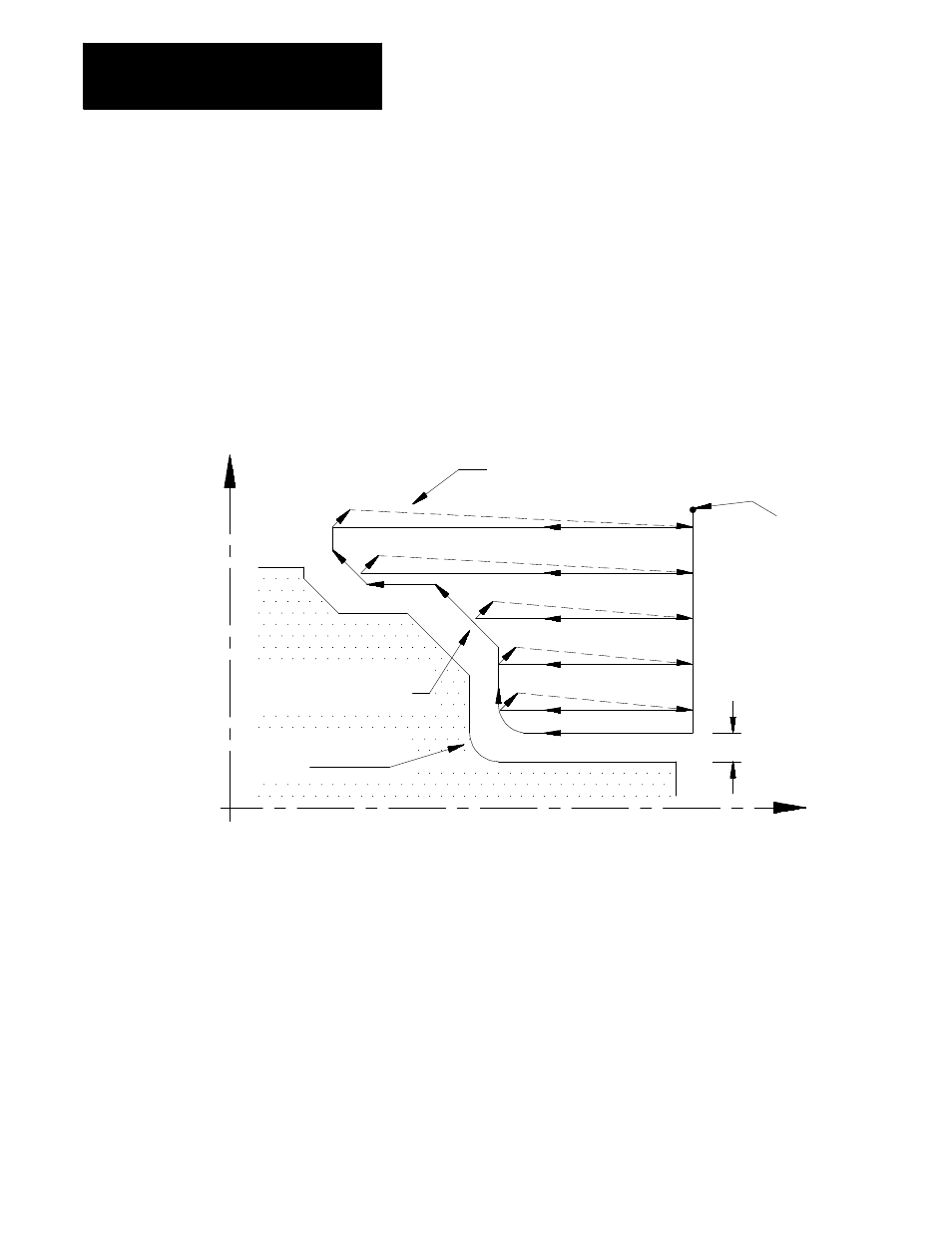
Figure 24.1
Stock Removal in G73 Roughing Routine
Workpiece finished
shape
Shape after roughing
and final pass
Finishing allowance
Z
Start Point
Tool paths determined automatically
X
The G73 block has a P and a Q parameter that call out the sequence
numbers (N-words) of the first and last blocks defining the final contour to
be cut into the workpiece. This set of blocks may be located anywhere
after the calling block (even after an end of program command), as long as
the calling block is in the same program as the set of contour blocks. This
means that contour blocks can not be called from a subprogram or a macro
unless the calling block is in that subprogram or macro.
The control can handle two different cases of the G73 routine. It
automatically recognizes them and adapts the tool path accordingly.
24.1
O.D. and I.D. Roughing
Routine (G73)