Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 407
Spindles
Chapter 17
17-9
In the G97 mode, the spindle revolves at the programmed RPM regardless
of the position of the cutting tool.
For example, to revolve the spindle at 500 rpm, program:
G97 S500 M03;
The G97 code is modal and remains active until it is cancelled by the G96
code.
Important: If an S-word is specified in the G97 block when you change
from G96 to G97 mode, the control uses the S-word as the new RPM
value. If no S-word is contained in the G97 block, the control uses the
current RPM of the tool as the programmed spindle RPM. The spindle
speed then remains at this constant RPM.
Use the G12 code to program the active controlling spindle for all
programmed axes motions for features and modes requiring spindle
operation. The G12 code is modal as only one spindle can be the
controlling spindle. All other spindles are auxiliary spindles.
G12.1 — Spindle 1 Controlling
G12.2 — Spindle 2 Controlling
G12.3 — Spindle 3 Controlling
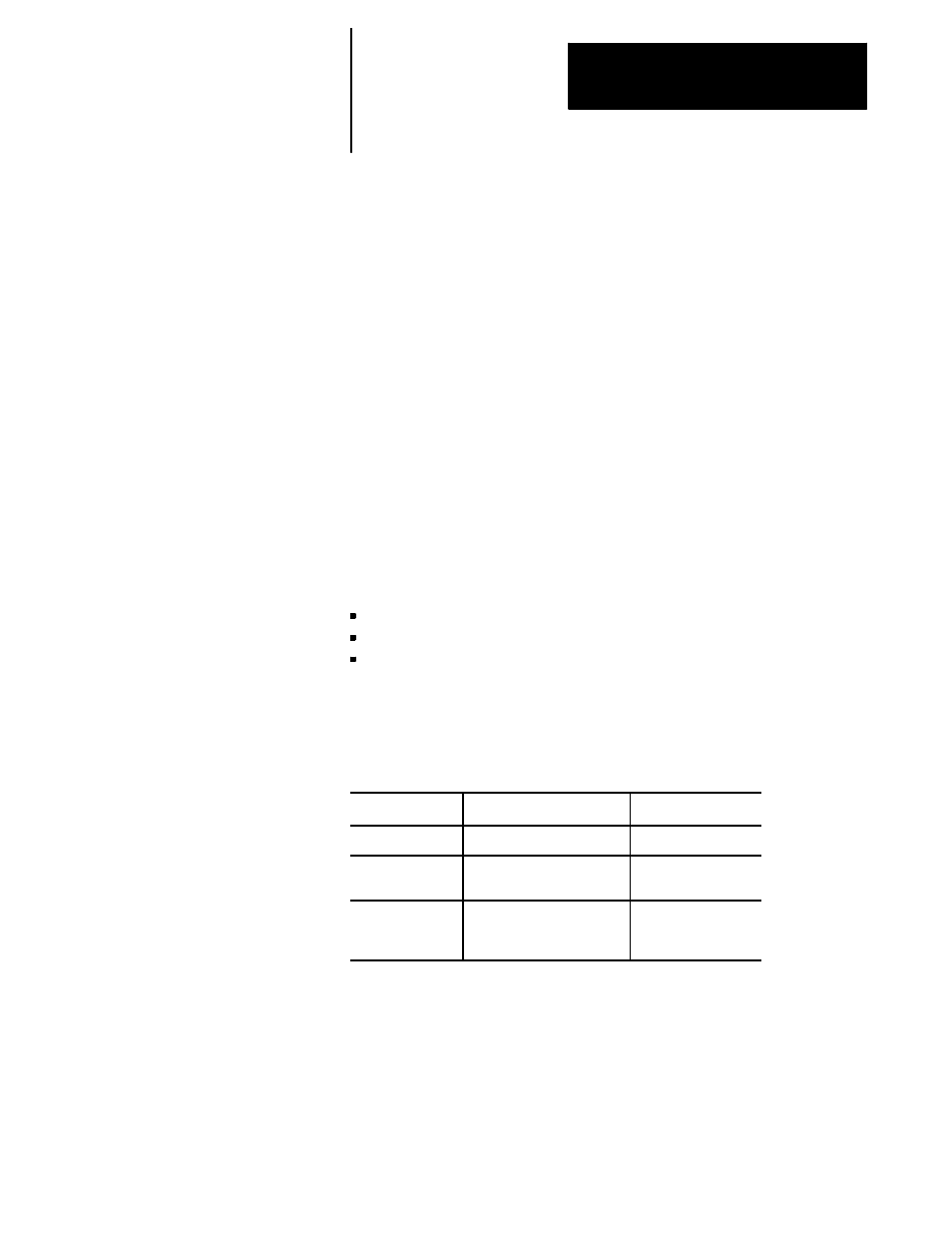
Table 17.B lists the allowed spindle capabilities.
Table 17.B
Spindle Capabilities
Control Type
Number of Spindles
Spindle Type
9/230 or 9/240
1
Primary
9/260
2
Primary
Auxiliary 2
9/290
3
Primary
Auxiliary 2
Auxiliary 3
The spindle 1, as well as spindle 2 and 3, must be configured in AMP, and
the associated spindle parameters must be set properly to provide for the
required spindle functions.
17.1.2
RPM Spindle Speed Mode
(G97)
17.2
Controlling Spindles
(G12.1, G12.2, G12.3)