3 synchronizing multiple part programs – Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 747
Chapter 30
Using a 9/Series Dual--Processing System
30-7
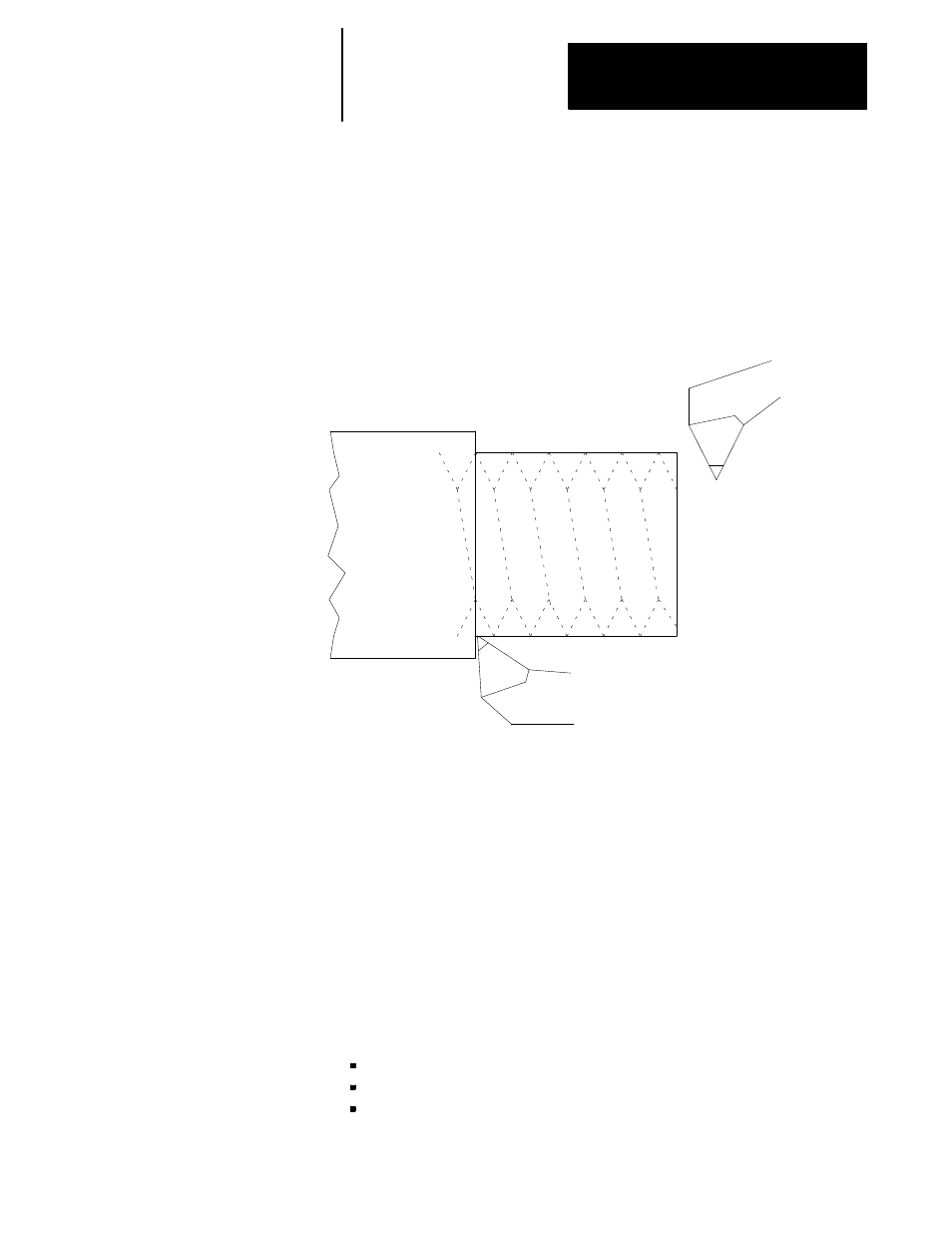
On some machines or systems, it is often necessary to synchronize the
operations of 9/Series dual processes. For example, on a dual-turret lathe,
if one turret must rough a shaft down to size before another turret begins
cutting a thread, it is extremely important that the turret roughing the shaft
completes this task before the threading turret begins cutting the thread.
Figure 30.3
Example of When Process Synchronization is Necessary
First process must rough down stock before second process can
start cutting threads.
Process 1
Roughing
Process 2
Threading
12598-I
Part program synchronization is accomplished between processes through
the use of special M-codes. These M-codes are in group 13, and they are
non-modal. The M-codes reserved for synchronization are M100 - M199.
When you execute a synchronization M-code in one process, that process
halts until a block containing the same synchronization M-code is executed
in the second process. In the case of the threading example on page 30-7,
placing one of these M-codes before the threading block and after the
roughing block causes the threading block to pause (not execute) until the
roughing block has completed.
These synchronization M-codes cannot be programmed in a block with
other commands. The only other types of information you can program in
a synchronization block are:
N-codes (block number)
O-words (program name)
Program comments (text enclosed by parentheses () )
30.3
Synchronizing Multiple Part
Programs