Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 387
Using QuickPath Plus
Chapter 15
15-7
The programmer uses the Circular QuickPath when a drawing does not call
out the actual intersection of two consecutive tool paths and at least one of
the tool paths is circular. This prevents the programmer from having to do
any complex calculations to determine end points and start points when an
arc is involved.
For most cases of circular QuickPath Plus there may be two possible
intersection points for the two defined blocks. Define which intersection is
desired using either G13 or G13.1 in the first of the two blocks.
Programming: Defines:
G13
the first intersection that occurs when the tool path of the first block
intersects with the second block
G13.1
the second intersection that occurs when the tool path of the first block
intersects with the second block.
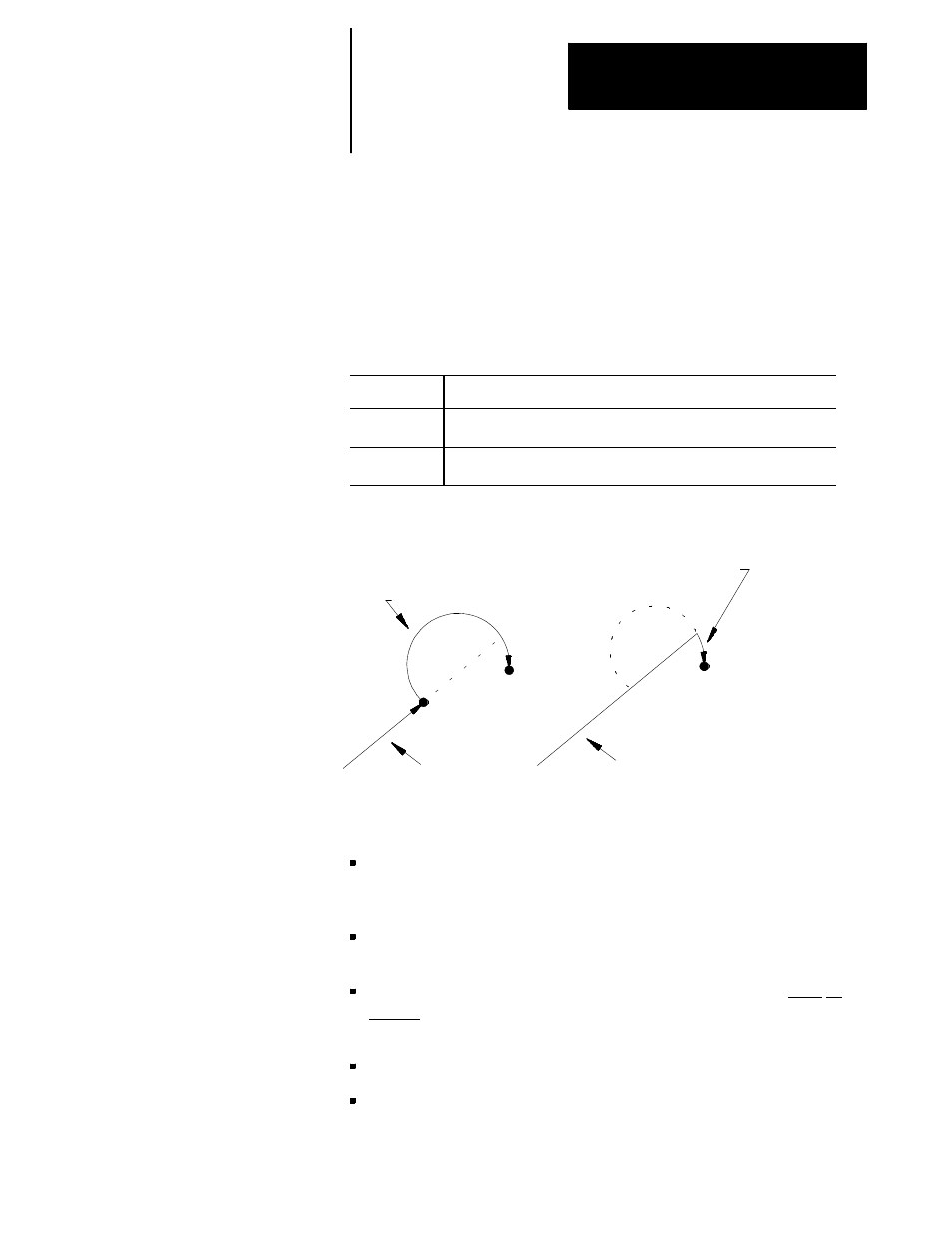
Figure 15.4
G13 vs G13.1 Intersections
Second block if G13 programmed
Second block if G13.1 programmed
1st block
1st block
When programming circular QuickPath Plus, remember:
When there is only one intersection involved with the tool paths, you
can program the G13 and G13.1 codes interchangeably. One of these
G-codes must be programmed however.
The G13 or G13.1 code must be programmed in the first of the two
blocks defining the two tool paths.
If the arc is programmed with an R-word, the two tool paths must be
tangent. The sign (+ or -) of the R-word determines the arc center
location as described in section 14.1.3.
The angle word (,A) cannot be programmed in a circular block.
Both absolute coordinate values in the current plane must be
programmed for the second block. Both must be programmed
regardless of whether the final coordinates change or not.
15.3
Circular QuickPath Plus
(G13, G13.1)