Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 430
Programming Feedrates
Chapter 18
18-4
In the G94 mode (feed per minute), the numeric value following address F
represents the distance the axis or axes move (in inches or millimeters) per
minute. If the axis is a rotary axis, the F-word value represents the number
of degrees the axis rotates per minute.
To program a feedrate of 55 mm of tool motion per minute program:
G94 F55.;
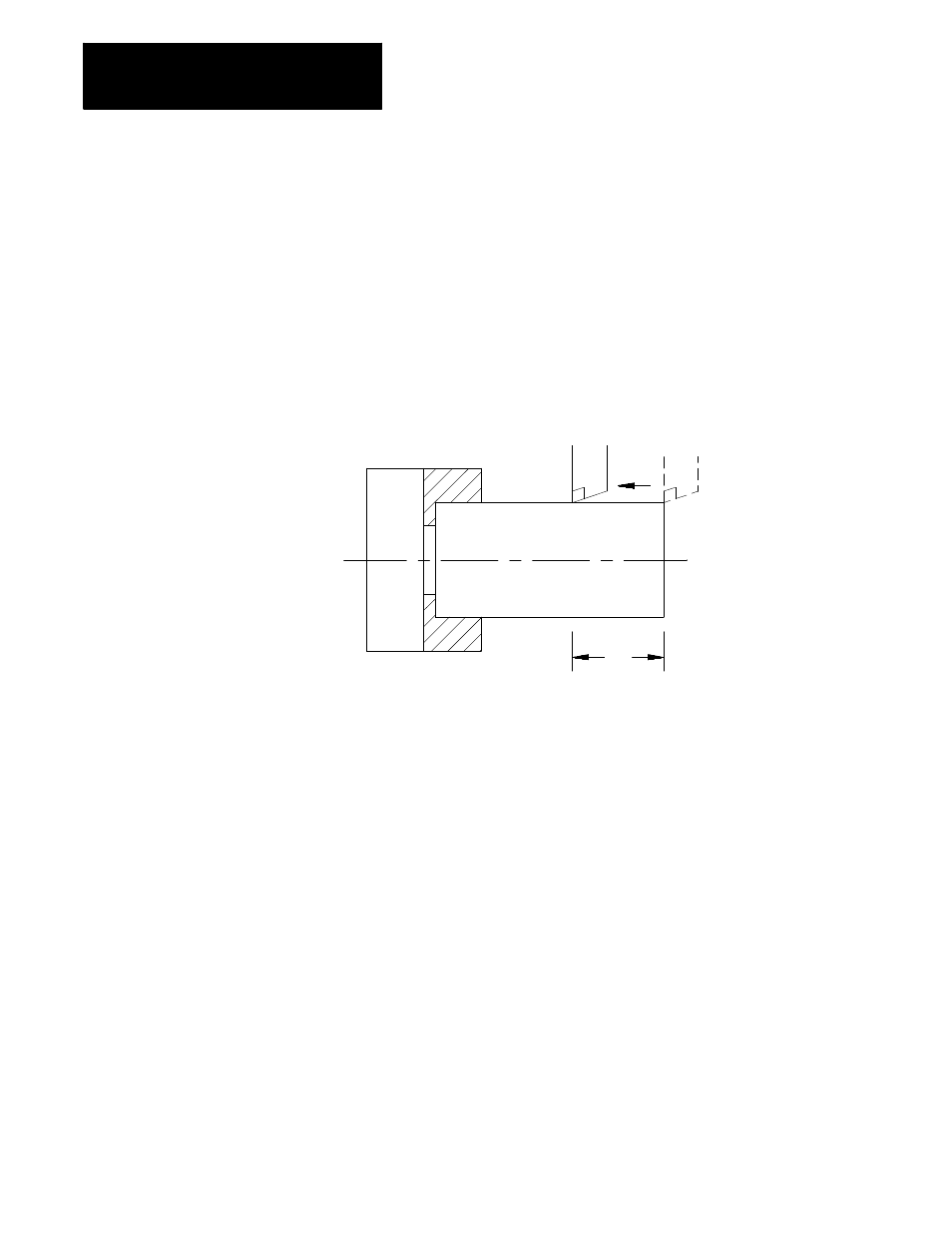
Figure 18.3
Feed Per Minute Mode (G94)
Cutting tool
Chuck
Workpiece
F
“F” is the distance
the tool moves per minute.
When changing from G95 to G94 modes, you must program a feedrate in
the first G94 block.
Since the G94 code is modal, any F-word designated in any block after the
G94 is considered a feed distance per minute until a G95 is executed.
Important: The controlling spindle determines which spindle per
revolution value to use when calculating the feed per revolution.
In the G95 mode (feed per revolution), the numeric value following
address F represents the distance the axis or axes move (in inches or
millimeters) per revolution of the spindle. If the axis is a rotary axis, the
F-word value represents the number of degrees the axis rotates per
revolution of the spindle.
To program a feedrate of 1.5 mm per revolution of workpiece program:
G95 F1.5;
When changing from G94 to G95 modes, you must program a feedrate in
the first G95 block.
18.1.2
Feed Per Minute Mode (G94)
18.1.3
Feed Per Revolution Mode
(G95)