Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 681
Paramacros
Chapter 28
28-7
Use transfer of control commands to alter the normal flow of program
execution. Normally the control executes program blocks sequentially.
By using control commands, the programmer can alter this normal flow of
execution and transfer execution to a specific block or begin looping
(executing the same set of blocks repetitively).
Important: Transfer of control commands call a block by its N number. If
more than one N number exists in a block, the control uses only the
left-most N number in that block. If the same N number is used for more
than one block, the control will use the first block it encounters with the
correct N number (the control searches in the forward direction first, then
starts at the top of the program).
Two types of transfer of control commands are available:
Conditional ---- The execution of a jump or loop is dependant on
whether a mathematical condition is true.
Non-Conditional ---- The execution of a jump or loop is always
performed when that block is executed.
This section describes conditional operators that are available for
paramacro programming. A conditional operator causes a comparison
between two values and yields a result of true or false. Use conditional
operators in “IF” or “WHILE” commands as described on page 28-9 and
28-10.
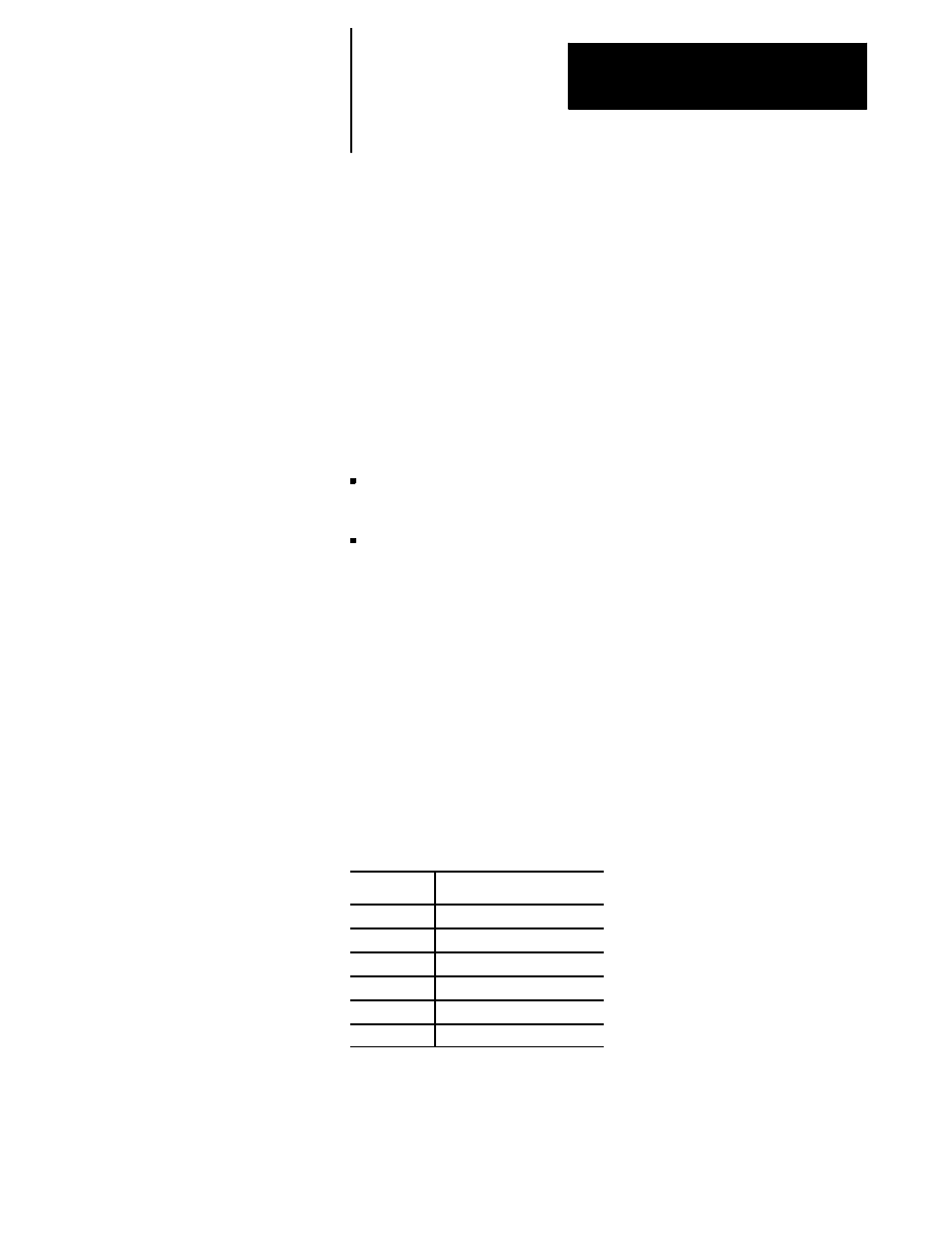
Use the true or false condition to determine whether the “IF” or “WHILE”
blocks are executed. NO TAG lists the conditional operators available for
paramacro programming:
Table 28.C
Conditional Operators
Operator
Condition Tested
EQ
Equal
NE
Not Equal
GT
Greater Than
LT
Less Than
GE
Greater Than or Equal
LE
Less Than or Equal
28.2
Transfer of Control
Commands
28.2.1
Conditional Operators