Rockwell Automation 8520 9/Series CNC Lathe User Manual
Page 748
Chapter 30
Using a 9/Series Dual--Processing System
30-8
Synchronization M-codes are not allowed in the last block in the part
program. This can cause the part program to pause indefinitely, waiting
for the next part program block (which does not exist) to become active.
Synchronization M-codes are ignored during QuickCheck execution and
during a Mid-Program Start operation.
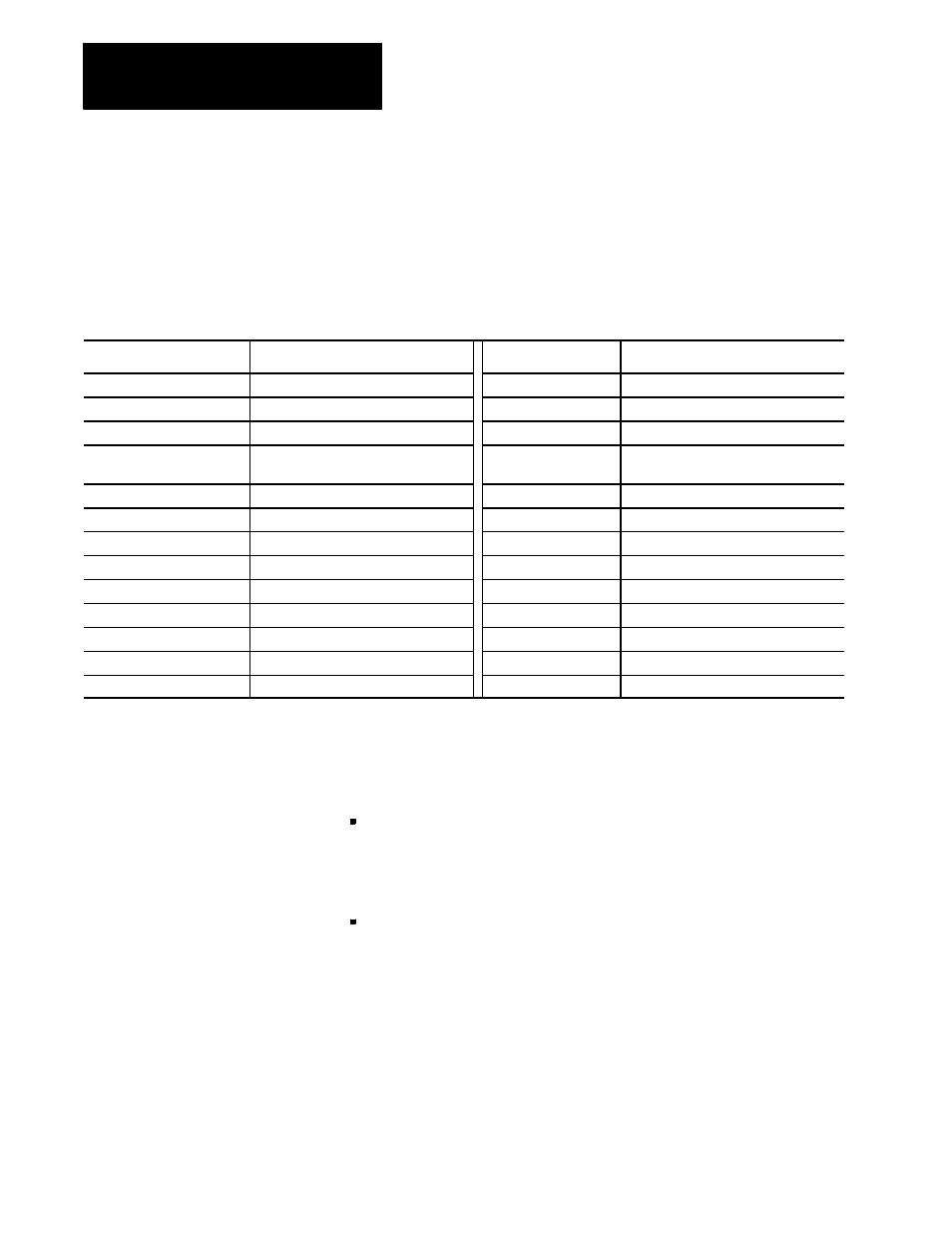
Example 30.1
Example of Synchronization for Threading (see Figure 30.3)
Process 1
Comment
Process 2
Comment
N1 G90 S500 G00 X40. Z60.; Start spindle and move to start point
N1 G90 G00 X40. Z60.;
Move to threading cycle start point
N2 G20 X28. Z25. F10.;
Start roughing shaft
N2 M100;
Wait for roughing to complete (process 1
block N5)
N3 X24.;
Roughing shaft
N4 X20.;
Roughing shaft
N5 M100;
Release process 2 block N2
N3 G21 F.5 X19. Z26.;
Start threading shaft
N6 M30;
N4 X18.;
Threading shaft
N5 X17.;
Threading shaft
N6 X16.;
Threading shaft
N7 M30;
Simple Synchronization vs Synchronization with Setup
There are two types of synchronization M-codes. They are:
M100 - M149 — Simple Synchronization. These M-codes are for
simple synchronization. When executed, this set of M-codes does not
set up any program blocks that have already been read into program
lookahead again.
M150 - M199 — Synchronization with Setup. This set of M-codes
cancels any information already in block lookahead and sets up the
block again before process execution is resumed. This second setup is
only essential when shared information is being changed from one
process to another, as in the case of the dual-processing shared
paramacro parameters.
Important: You cannot use synchronization with setup M--codes when
TTRC is active. Use one of the simple synchronization M--codes or turn
off TTRC before programming the synchronization with setup M--code.