IAI America TT-C3 User Manual
Page 247
237
INTELLIGENT ACTUATOR
Chapter 4 Commands
4.
Palletizing
Function
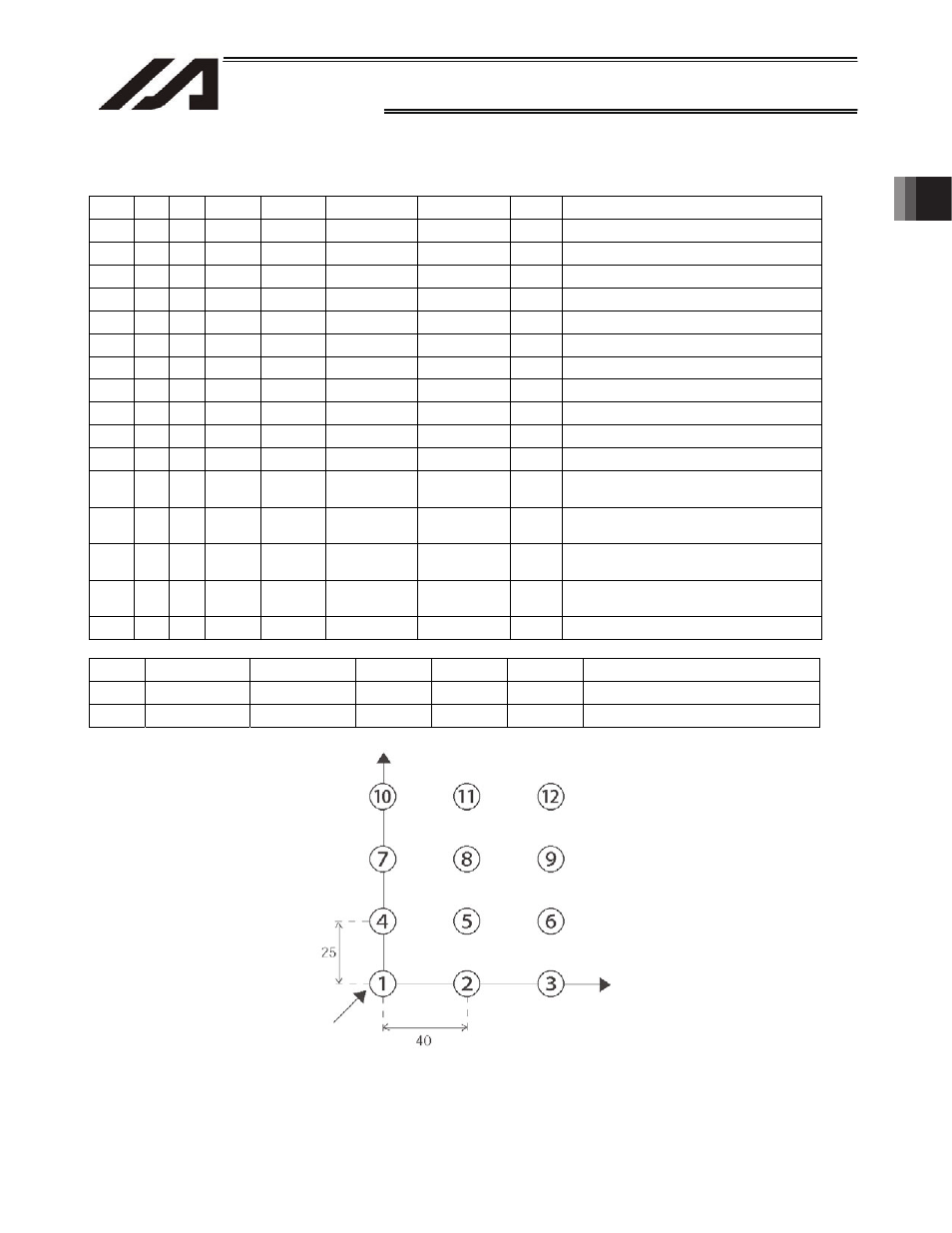
(2) Simple program example (two-axis specification) using PAPS, PAPT and PAST
The example below specifies movement only and does not cover picking operation.
Step
E
N
Cnd
Cmnd
Operand 1
Operand 2
Pst
Comment
1
BGPA
1
Start setting palletizing No. 1.
2
PAPI
3
4
Palletizing counts: 3 x 4
3
PASE
1
2
PX-axis = Axis 1, PY-axis = Axis 2
4
PAPT
40
25
Pitch: X = 40, Y = 25
5
PAST
2
Position No. 2 as reference point
6
EDPA
End setting palletizing No. 1.
7
8 VEL
200
Speed:
200
mm/sec
9
MOVL
1
Move to picking position.
10
PSET
1
1
Set palletizing position number to 1.
11
TAG
1
12
PMVL
1
Move to palletizing position via
interpolation.
13
MOVL
1
Move to picking position via
interpolation.
14
PINC
1
600
Increment palletizing position
number by 1.
15 600 GOTO
1
Beginning of loop if PINC is
successful.
16
EXIT
End
No.
Axis 1
Axis 2
Vel
Acc
Dcl
Remarks
1
10.000
10.000
Picking
position
2
70.000
70.000
Reference-point
position
data
PY-axis
(PX-axis)
Reference point
Position No. 2
(70, 70)
Picking position
Position No. 1
PX-axis direction pitch: 40
PY-axis direction pitch: 25
The PX-axis and PY-axis are parallel with axis 1 and axis 2, respectively.
z