IAI America TT-C3 User Manual
Page 193
183
INTELLIGENT ACTUATOR
Chapter 4 Commands
2.
Explanation
of
Commands
1-17 Zone
z WZNA (Wait for zone ON, with AND)
Command, declaration
Extension condition
(LD, A, O, AB, OB)
Input condition
(I/O, flag)
Command,
declaration
Operand 1
Operand 2
Output
(Output, flag)
Optional
Optional
WZNA
Zone number
Axis pattern
CP
[Function] Wait for the zone status of all axes (AND) specified by the axis pattern in operand 2 to
become ON (inside zone) with respect to the zone specified in operand 1.
(Note 1)
The zone status of axes not yet completing home return will remain OFF (outside zone).
(Note 2)
A maximum of four areas can be set as zones for each axis (“Axis-specific parameter Nos.
86 to 97”).
(Note 3)
Zone output can be specified using “Axis-specific parameter Nos. 88, 91, 94 and 97”
irrespective of this command.
[Example 1]
WZNA
1
11
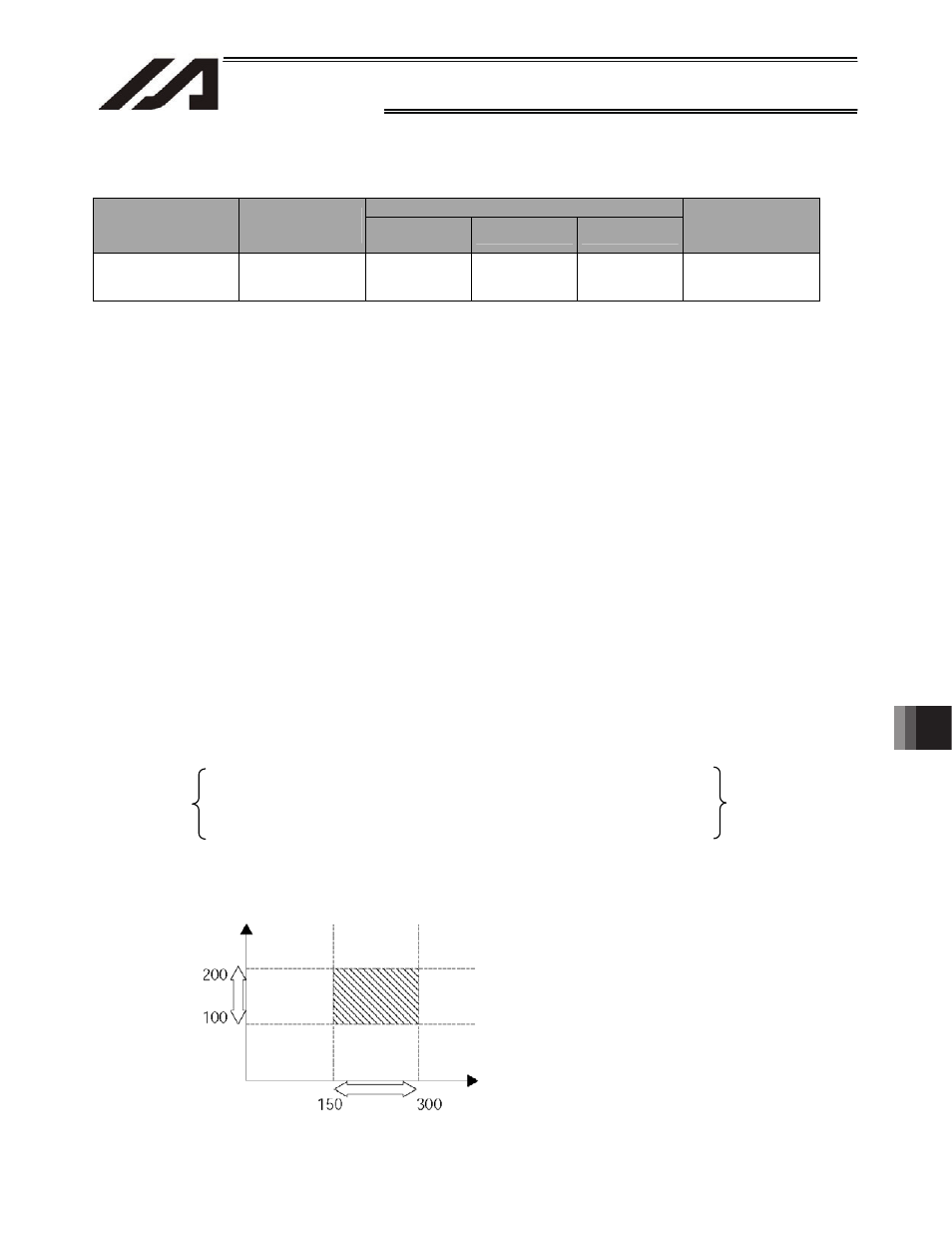
If the parameters are set as follows, the program
will wait until the zone status of axes 1 and 2
becomes ON (inside the shaded area shown in the
diagram below).
[Example 2]
The axis pattern can be specified indirectly using a variable.
When the command in [Example 1] is rephrased based on indirect specification using
a variable:
11 (binary)
o 3 (decimal)
LET
5
3
Assign 3 to variable 5.
WZNA 1
*5
Axis 1
Axis 2
“Axis-specific parameter No. 86, Zone 1 max.”
(Value is set in units of 0.001 mm)
300000 200000
“Axis-specific parameter No. 87, Zone 1 min.”
(Value is set in units of 0.001 mm)
150000 100000
The program will proceed to the next step if both axes
1 and 2 are inside the shaded area.
Axis 2
Axis 1