2 activating the in-process dresser – Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 713
In-process Dresser
Chapter 21
21-7
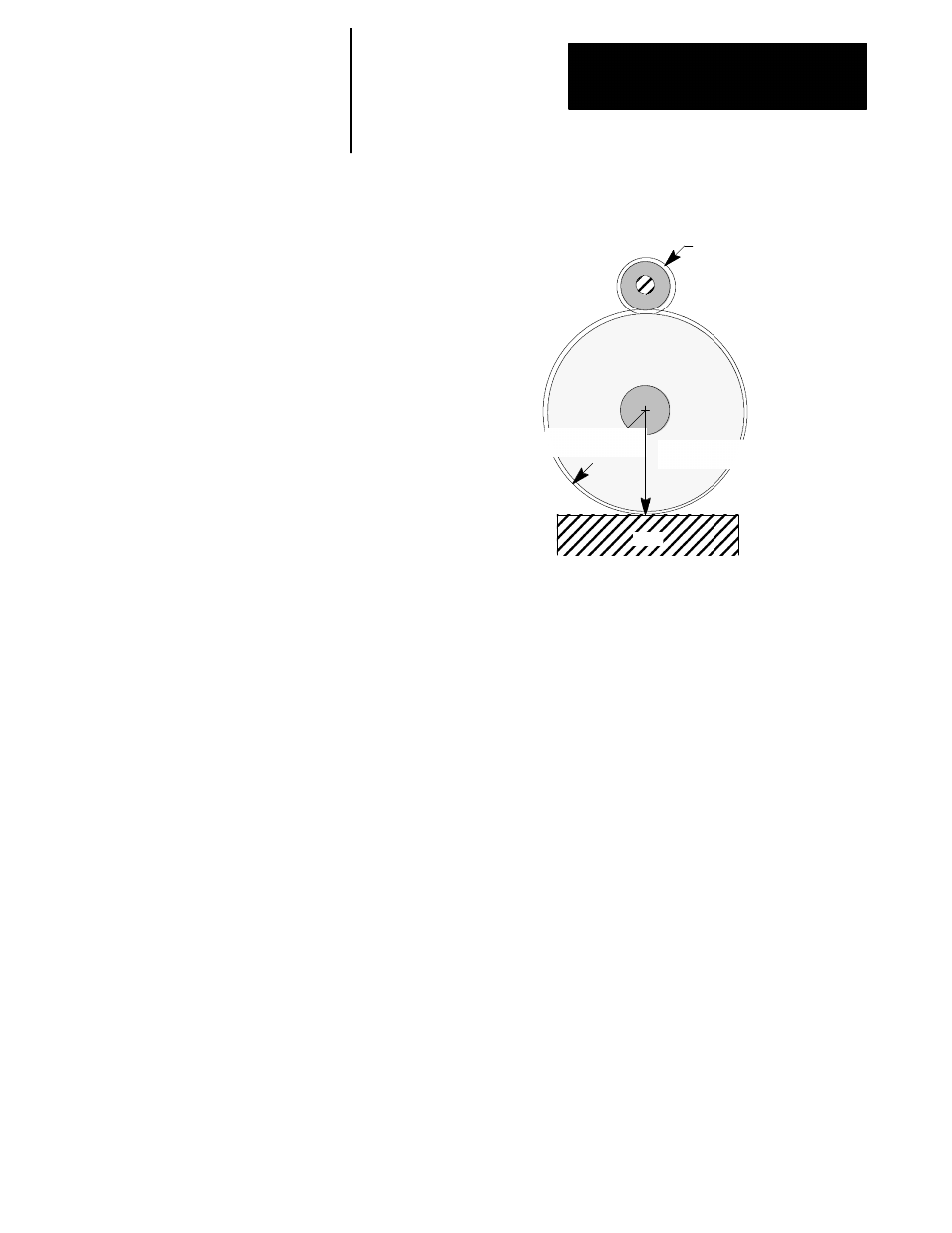
Figure 21.3
In-process dresser should compensate for either length or radius
change (not both)
Either length offset modification or entire wheel
offset modification must be performed here. If
both are active, the control compensates for
dressing amount twice. (Either radius offset #33
or length offset #01, #02, #03, or #04 should be
active)
Radius of
Entire Wheel R33
Over Wheel
Roll Dresser
Length offset modified by
in-process dresser
Part
12096-I
PAL controls the rotation of the actual in-process dresser and the
enabling/disabling of the in-process dresser feature. See the
documentation prepared by your system installer for details. This section
assumes you have already calibrated your dresser axis as described on page
21-12. You must calibrate your dresser axis before the in-process dresser
can be activated.
Dresser Enable
When the in-process dresser is enabled, the control automatically performs
a retract return towards the grinding wheel on the dresser axis. The retract
return amount is the same distance as the “Dresser Retract Distance”
configured on the in-process dresser status page (see page 21-10). This
retract return is only performed if the dresser is currently in a retracted
position (i.e., the dresser does not return when enabled immediately after a
dresser calibration operation).
The feedrate at which the in-process dresser is returned from retract
towards the grinding wheel is configured in AMP as the retract feedrate.
Once the dresser reaches the return position, the control continues to infeed
the dresser in the same direction (towards the wheel) at the configured
dressing rate.
While the in-process dresser is active the dressing axis cannot be
positioned by any other normal means (i.e., cannot be programmed,
jogged, or positioned by the PAL axis mover).
21.2
Activating the In-process
Dresser