Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 607
Cylindrical Grinding Fixed Cycles
Chapter 17
17-33
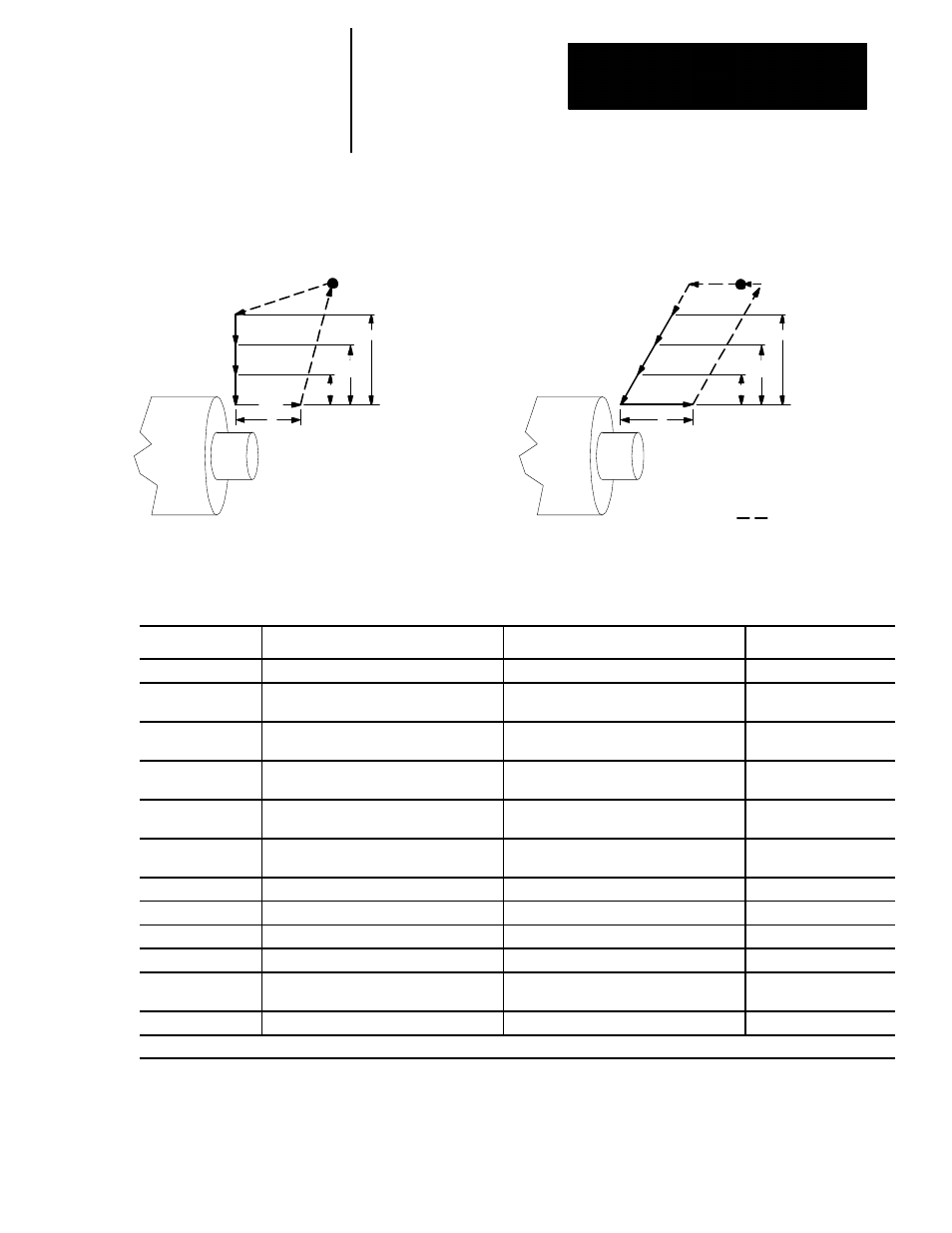
Figure 17.10
G89 Multi-Step Plunge with Blend
Part
@F
@E
@,F
@,E
R
I
Q
Rapid Moves
K
Start Point
Part
@F
@E
@,F
@,E
R
I
Q
K
Start Point
Angled-Wheel Grinders in Two Step Grinding Mode (G16.4)
Non-Angled Wheel Grinders or
Angled-Wheel Grinders in Normal Grinding Mode (G16.3) or
G15 Mode in Selected Plane
Table 17.I
G89 Cycle Parameters
Parameter:
Definition:
Default Value:
Possible Value:
X
1
(plane axis 1)
plunge end point
value must be programmed
abs. or inc.
Z
1
(plane axis 2)
shoulder end point
modal while in cycle/value must be
programmed
abs. or inc.
R
3
clearance plane
modal while in cycle/zero if not programmed
incremental, unsigned,
radius or diameter value
I
3
medium plunge distance
modal while in cycle/zero if not programmed
incremental, unsigned,
radius or diameter value
Q
3
fine plunge distance
modal while in cycle/zero if not programmed
incremental, unsigned,
radius or diameter value
K
2 3
blend distance
modal while in cycle/zero if not programmed
incremental, signed,
radius or diameter value
F
2
coarse plunge feedrate
last feedrate programmed
valid F word
E
3
medium plunge feedrate
modal while in cycle/zero if not programmed
valid F word
,F
3
fine and micro-feed feedrate
modal while in cycle/zero if not programmed
valid F word
,E
3
blend feedrate
modal while in cycle/zero if not programmed
valid F word
L
3
number of spark-out revolutions in IPR
mode, seconds in IPM mode, or V/D mode
must be programmed
integer from zero to 999
P
3 for G89 2 for G89.1
dress program number
from last cycle programmed
valid program number
1
must be programmed
2
must have been programmed in some previous block if omitted
3
optional