1 single pass o.d. and i.d. roughing cycle (g20) – Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 618
Turning Operations
Chapter 18
18-2
This manual assumes that your system is configured to repeat the cycle
only after blocks that command axis motion.
Cancel single pass cycles by programming a different G code in the same
modal group (see G code table in Appendix C). G codes in the same group
include G00, G01, G02, G03, G33, and G34.
You can program single pass cycles in diameter or radius mode. All
examples in this section are given in the radius programming mode. When
programming in diameter mode, remember that the value entered for the
X-axis is half the actual motion for that axis. Single pass cycle examples
in this manual are programmed in absolute programming mode. You can
also use incremental mode.
Use the G20 cycle to grind about the diameter of a part or dress the
grinding wheel. Use the G24 cycle to grind on the face of a part.
G20 calls a straight or a taper grinding/dressing cycle. This cycle is a
single pass cycle; it makes only one grinding pass over the workpiece or
one dressing pass over the wheel each time it is called.
Use the G20 cycle to grind along the diameter of a workpiece (in this
manual that means grind parallel to the Z-axis) or to dress the grinding
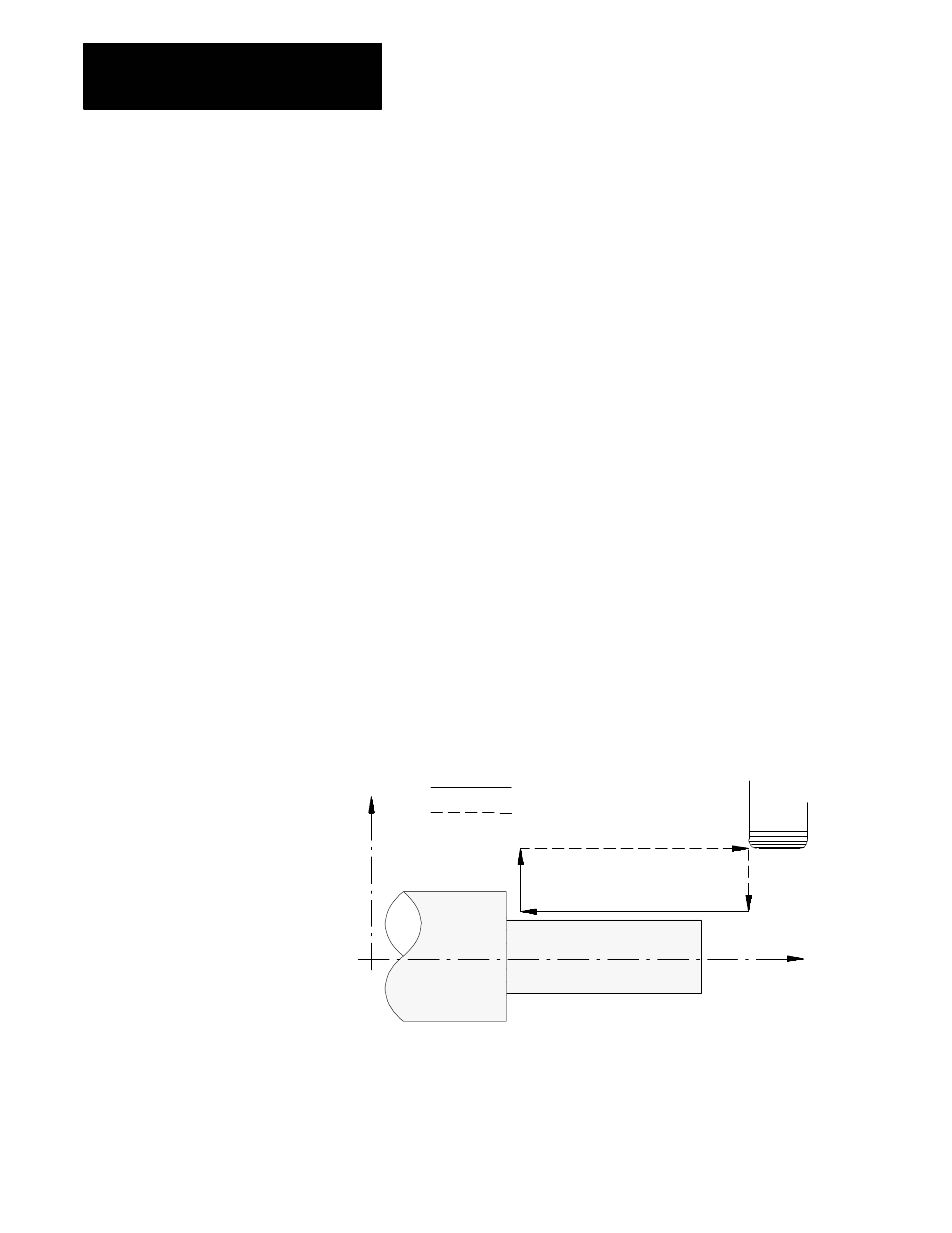
wheel. The G20 cycle consists of the moves shown in Figure 18.1.
Figure 18.1
G20 Straight Grinding Cycle
Rapid feed
Grinding/Dressing feed
4
1
2
3
Z
X
Grinding
wheel
12060-I
1 -- Rapid approach to the part
2 -- Grinding feed into the part
3 -- Grinding feed out of the part
4 -- Rapid return to the start point
18.1.1
Single Pass O.D. and I.D.
Roughing Cycle (G20)