Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 661
Paramacros
Chapter 20
20-17
5500 to 5509
In-Process Dresser Parameters
20-32
5600 to 5625
Part Program Block Create through PAL Display Pages
20-33
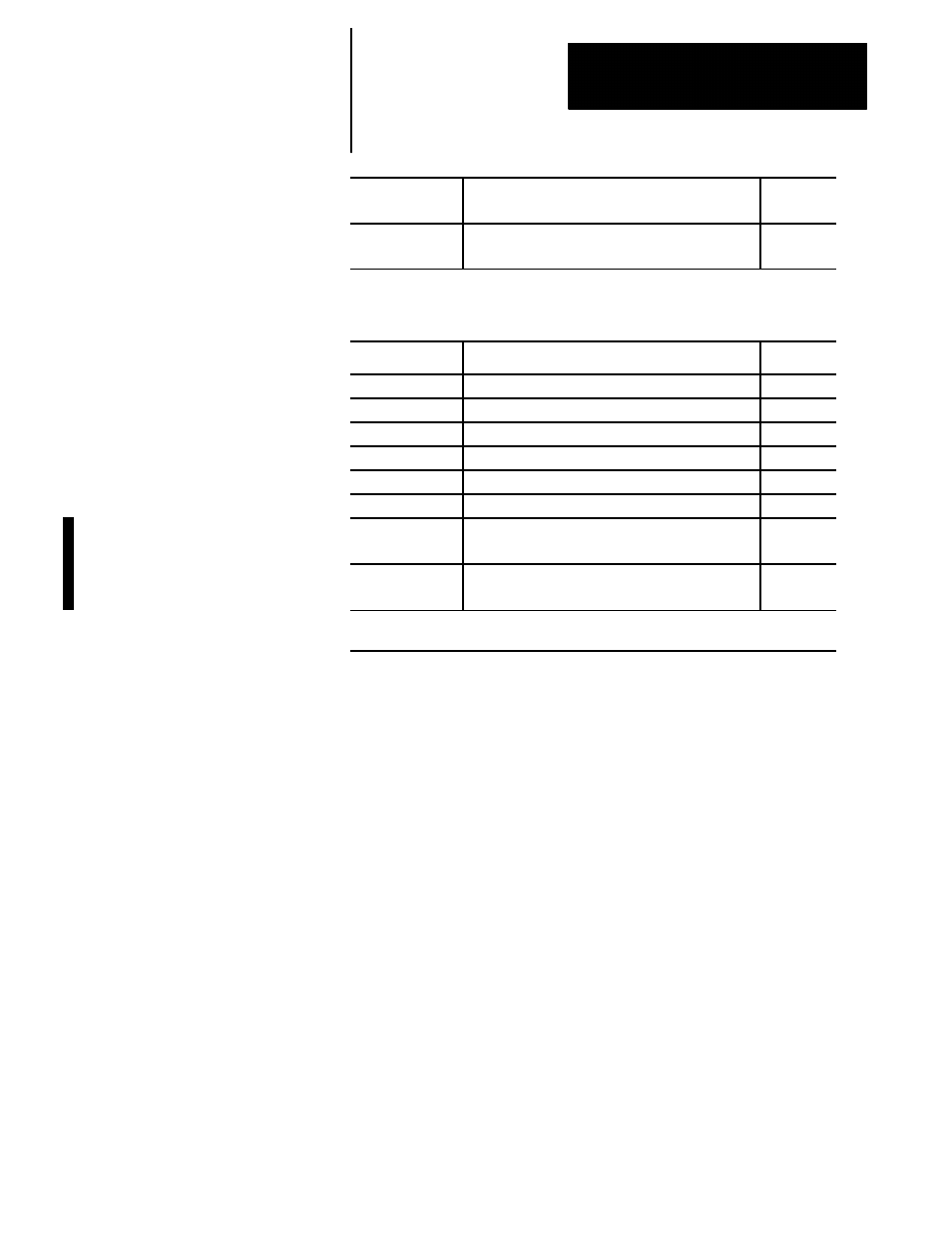
Table 20.D
System Parameters (continued)
Parameter #
System Parameter
Page
5630
1
S--Curve Time per Block
20-33
5661 to 5642
1
Acceleration Ramps for Linear Acc/Dec Mode
20-34
5651 to 5662
1
Deceleration Ramps for Linear Acc/Dec Mode
20-34
5671 to 5682
1
Acceleration Ramps for S--Curve Acc/Dec Mode
20-35
5691 to 5702
1
Deceleration Ramps for S--Curve Acc/Dec Mode
20-35
5711 to 5722
1
Jerk
20-36
5731 to 5743
Home Marker Distance
20-36
5751 to 5763
Home Marker Tolerance
20-37
1
These parameters may only have their value received (read-only)
2
These parameters may only have their value changed (write-only)
Pages 20-18 through 20-33 contain descriptions of the system variables.
Important: Angled wheel grinders that have a virtual axis can access
system parameters for the virtual axis. The virtual axis is the non-physical
axis created by the control that is perpendicular to the part spindle
centerline. This virtual axis is assigned system paramacro parameters as
the last axis number after the last real axis (excluding non-positioning
spindles). For example if your angled wheel grinder has two linear axes, a
rotary axis that controls the wheel angle, a non positioning part spindle,
and a wheel spindle, then system parameters for axis four represent the
status of the virtual axis.