Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 447
Axis Motion
Chapter 12
12-75
In the control’s default mode (G36), the Acc/Dec feature sometimes limits
axis feedrates far below the programmed feedrate. This occurs when the
length of axis motion in a block is short relative to the length of time
necessary to accelerate and decelerate the axis.
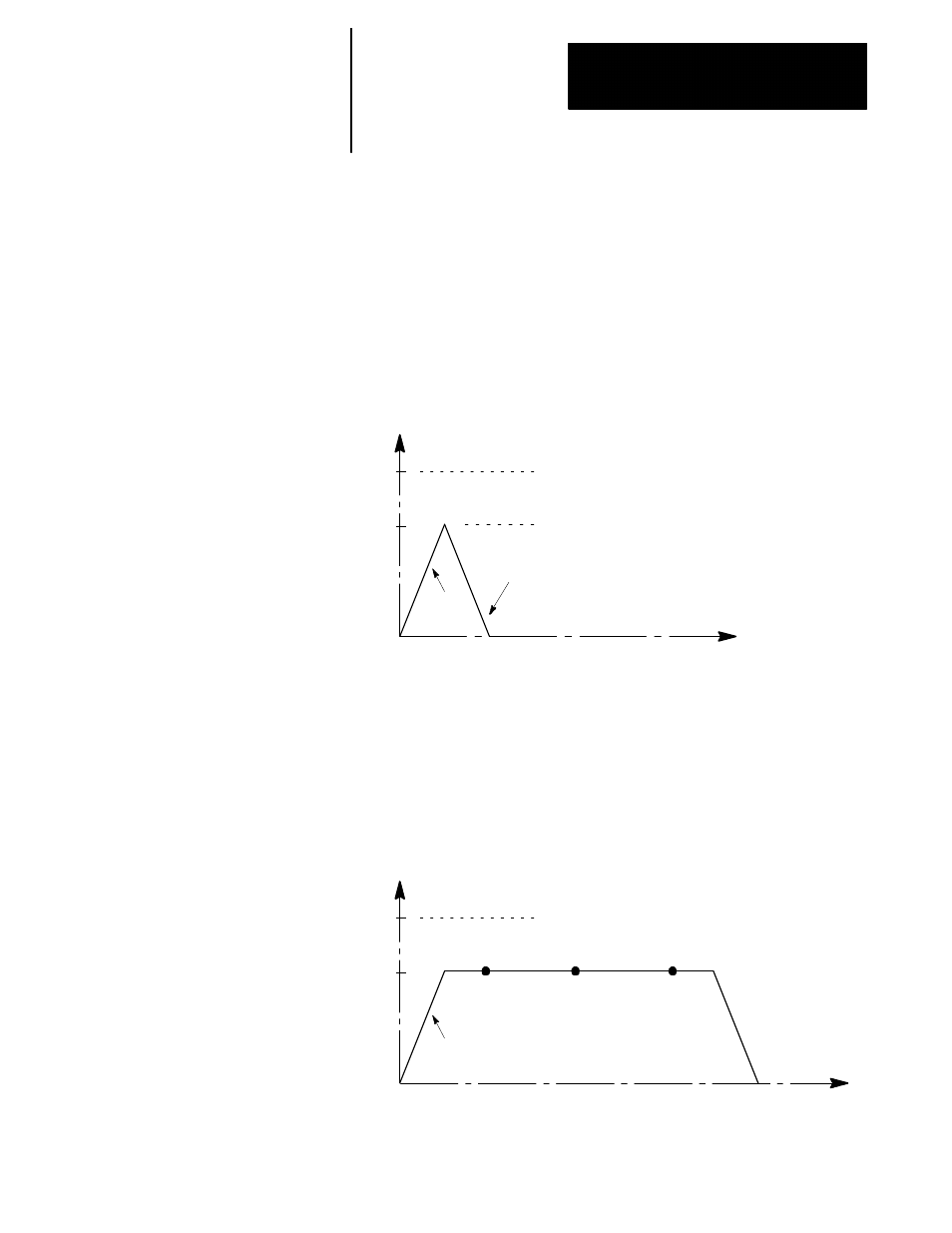
In the default mode (G36), the control limits the axis feedrate in any block
to the maximum speed from which it can properly decelerate to a stop
before that block ends. For example consider the following velocity
profile of an axis moving from Z4.8 to Z4.9.
Figure 12.36
Programmed Feedrate Not Reached
Linear
Accel
Programmed
feedrate
Z4.8
Z4.9
F100
F60
Z
F
E
E
D
R
A
T
E
D I S T A N C E
Z5.0
Z5.1
Feedrate clamped here to allow
time for deceleration
Linear
Deceleration
12162-I
Normally this causes no problem. However, in cases where a series of
very short axis moves in separate blocks exist, this limitation to the
feedrate can cause finish problems as well as increased cycle time.
Figure 12.37 shows the velocity profile that would result from a series of
short Z axis moves from 4.8 to 4.9 to 5.0 to 5.1 to 5.2.
Figure 12.37
Feedrate Limited Because of a Series of Short Moves
Linear
Acceleration
Programmed
feedrate
Feedrate clamped
Z4.8
Z4.9
F100
F60
Z
F
E
E
D
R
A
T
E
D I S T A N C E
Z5.0
Z5.1
Z5.2
12163-I
12.9.10
Short Block Acc/Dec Check
G36, G36.1