5 precautions on corner grinding – Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 441
Axis Motion
Chapter 12
12-69
When exponential acc/dec is active, the control automatically performs
acc/dec to give a smooth acceleration/deceleration for grinding wheel
motion. However, there are cases in which exponential acc/dec can result
in rounded corners on a part during grinding.
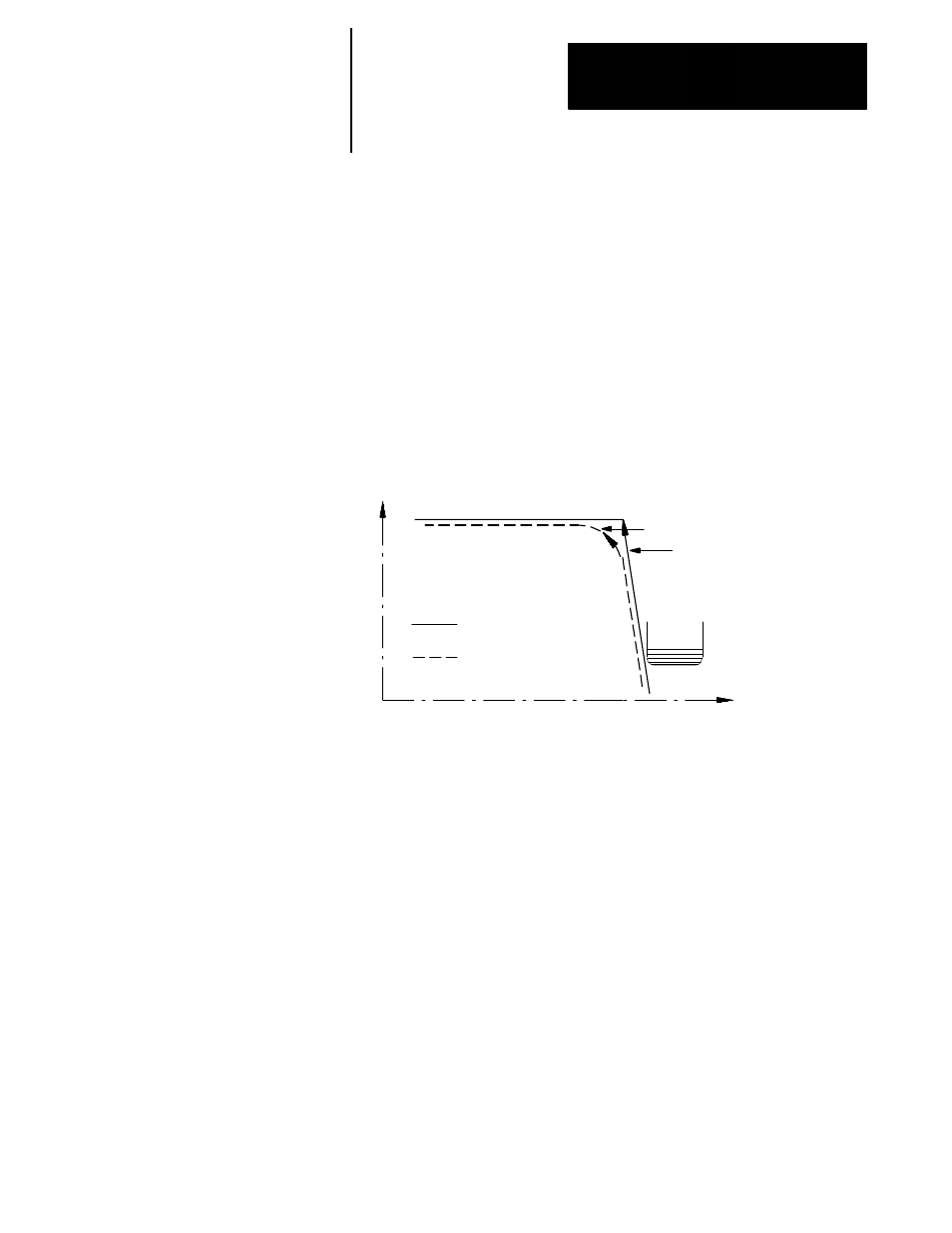
As illustrated in Figure 12.34, this problem is most obvious when the
direction of grinding changes from the X-axis to the Z-axis. In this case,
the X-axis is moving at nearly the full grinding feedrate while the Z-axis is
moving very slowly. The X-axis decelerates as it completes its move and
as soon as it reaches the AMP defined in-position band, the Z-axis begins
accelerating to make its commanded move. Since the Z-axis begins
motion before the X-axis finishes, a slight rounding results.
Figure 12.34
Rounding of Corners
Programmed wheel path
Actual wheel path
Z
X
Grinding
wheel
12041-I
G09, G61
G64
Use the following G--codes to eliminate corner rounding:
Exact Stop (G09 - - non-modal)
If a programmed motion block includes a G09, the axes move to the
commanded position and decelerate to zero speed; the control waits until
the following error for each of the programmed axes is within the AMPed
in-position band before completing the current block.
The G09 can be programmed in rapid (G00), feedrate (G01), or circular
(G02/G03) motion blocks, but is active only for the block in which it is
programmed.
Exact Stop Mode (G61 - - modal)
G61 establishes the exact stop mode. It is the modal equivalent of G09.
12.9.5
Precautions on Corner
Grinding