Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 349
Chapter 11
Coordinate Control
11-33
The control has a number of features that operate in specific planes. For
that reason, it is frequently necessary to change the active plane using a
G17, G18, or G19 code.
This is especially true for surface grinding machines. Cylindrical grinders
are generally limited to using the G18 plane only.
Some of the features that are plane dependant are:
Circular interpolation
Dresser/wheel radius compensation
Most fixed cycle operations
Important: Your system installer determines the axis names, axis
integrands, and parallel axes for each plane in AMP. Your system may not
have planes assigned exactly as listed below. See the documentation
prepared by your system installer.
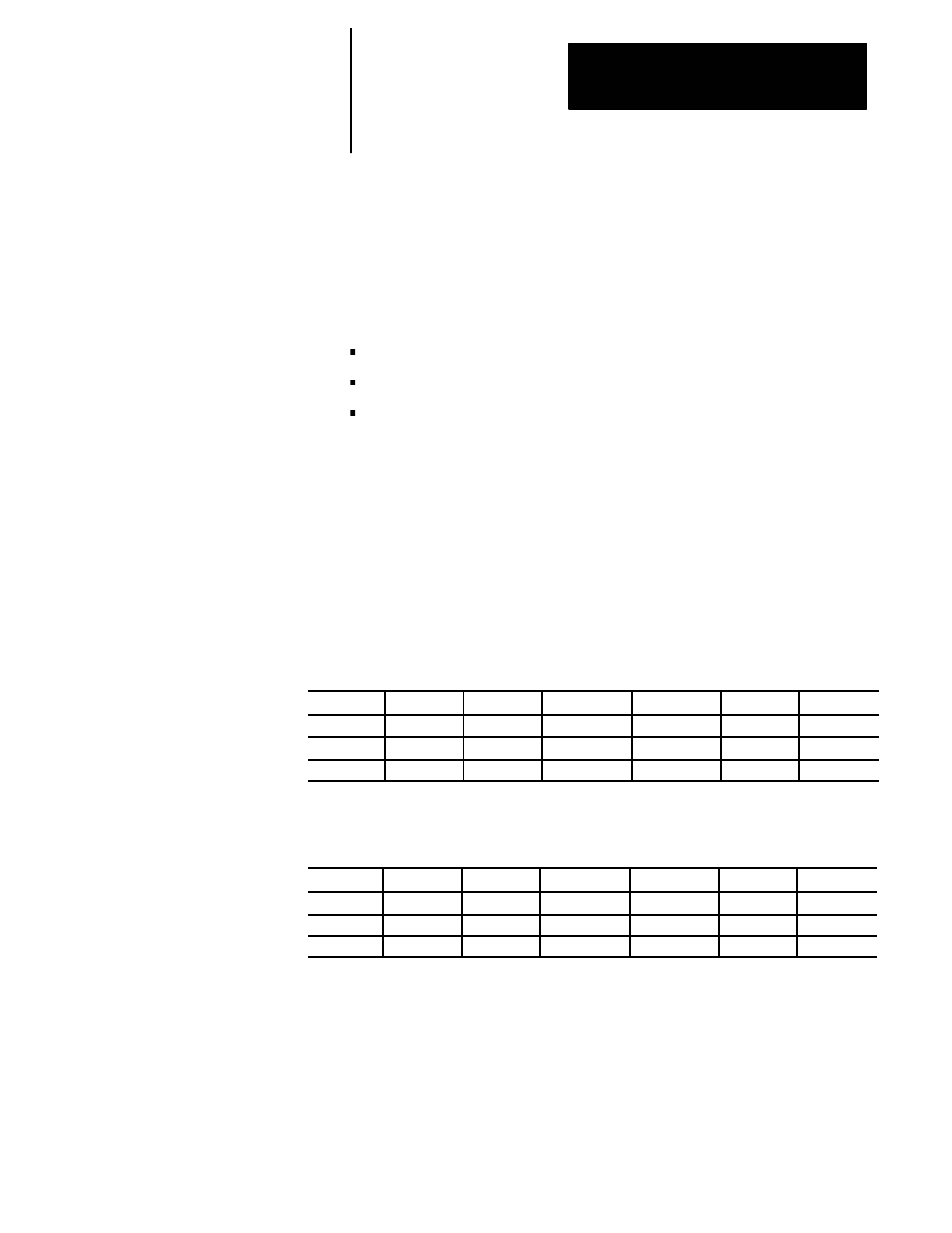
Typical axis names and their corresponding plane assignment are shown in
Table 12.A and Table 12.B (this manual assumes these configuration
throughout):
Table 12.A
Typical Surface Grinder Plane Configuration
PLANE
1st Axis
2nd Axis
1st Integrand
2nd Integrand
1st Parallel
2nd Parallel
G17
X
Y
I
J
U
V
G18
Z
X
K
I
W
U
G19
Y
Z
J
K
V
W
Table 12.B
Typical Cylindrical Grinder Plane Configuration
PLANE
1st Axis
2nd Axis
1st Integrand
2nd Integrand
1st Parallel
2nd Parallel
G17
none
none
none
none
none
none
G18
Z
X
K
I
W
U
G19
none
none
none
none
none
none
You can alter planes to accommodate additional axes parallel to the
principle axes by programming those axes in a G17, G18, or G19 block.
See Example 11.13.
11.7
Plane Selection
(G17, G18, G19)