Change in dresser/wheel radius during jog retract – Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 541
Dresser/Wheel Radius Compensation
Chapter 15
15-53
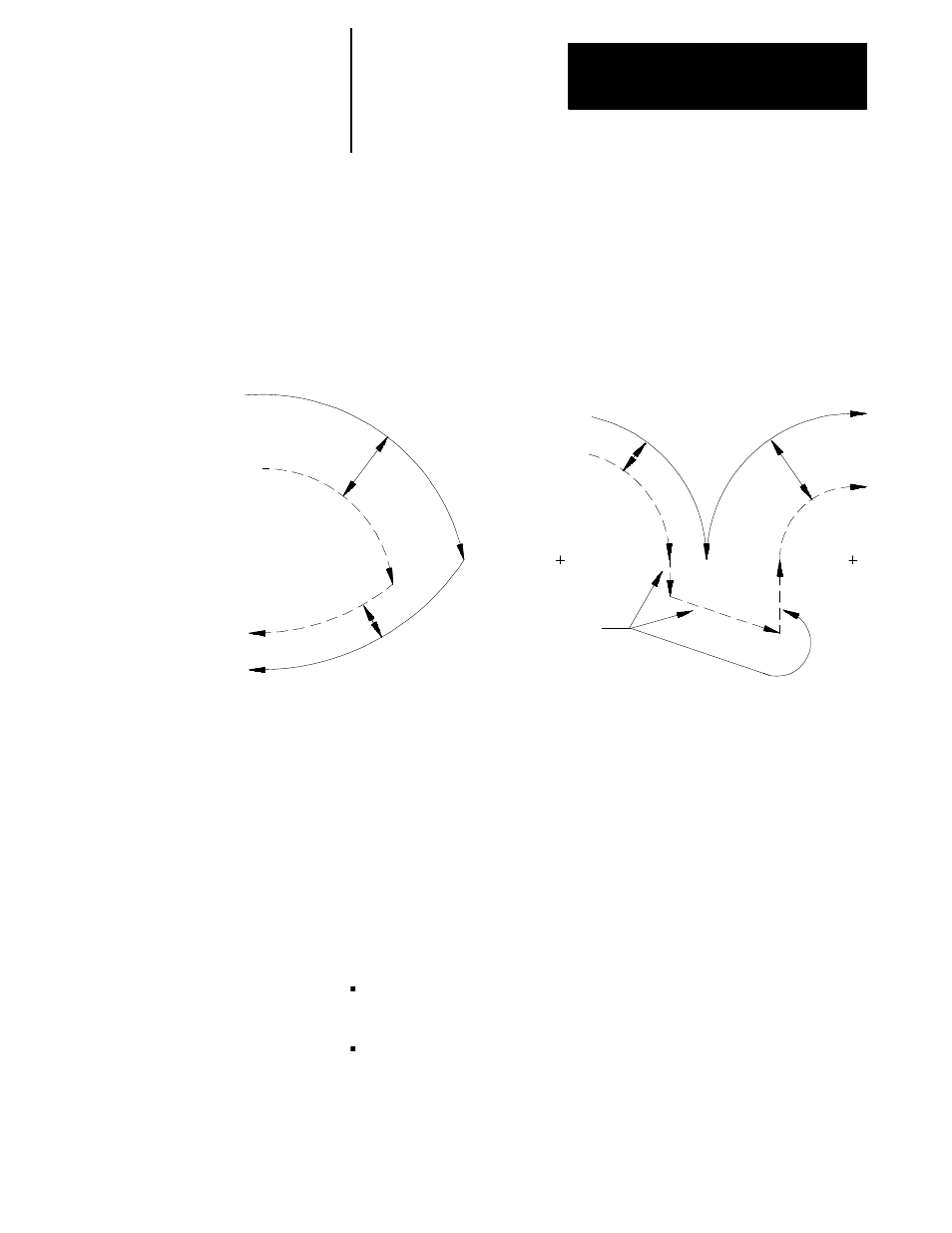
Figure 15.47 describes the path when the programmed moves are
circular-to-circular.
Figure 15.47
Circular to Circular Change in Dresser/Wheel Radius During
Compensation
No control-generated
motion blocks
With control-generated
motion blocks
Programmed
path
Compensated
path
r
1
r
2
r
2
r
2
r
1
r
1
Programmed
path
Compensated
path
Generated blocks
12138-I
Change in Dresser/Wheel Radius During Jog Retract
This section describes the change in the dresser/wheel radius during a jog
retract operation. This is a typical operation because the jog retract feature
is often used when a dresser/wheel becomes worn or is broken. If it is
necessary to replace the dresser/wheel with one of a slightly different
diameter, radius compensation can adjust to the new diameter.
Typically when you perform the jog retract operation, the dresser/wheel is
jogged away from the workpiece and then replaced. After it is replaced,
you have to activate a different dresser/wheel radius offset value. This is
done in either of two ways:
The new offset number is activated by programming a new T word in an
MDI block
The new offset number is activated by using the {ACTIVE OFFSET}
softkey found on the offset table screen. This feature is described in
chapter 4