3000 program stop with message (pal) – Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 662
Paramacros
Chapter 20
20-18
#2001 to 2732
Dresser/Wheel Offset Tables
Use these parameters to enter dresser/wheel offset values into the
dresser/wheel offset tables for geometry and radius (as covered in chapter
3). They can be changed or simply read through programming.
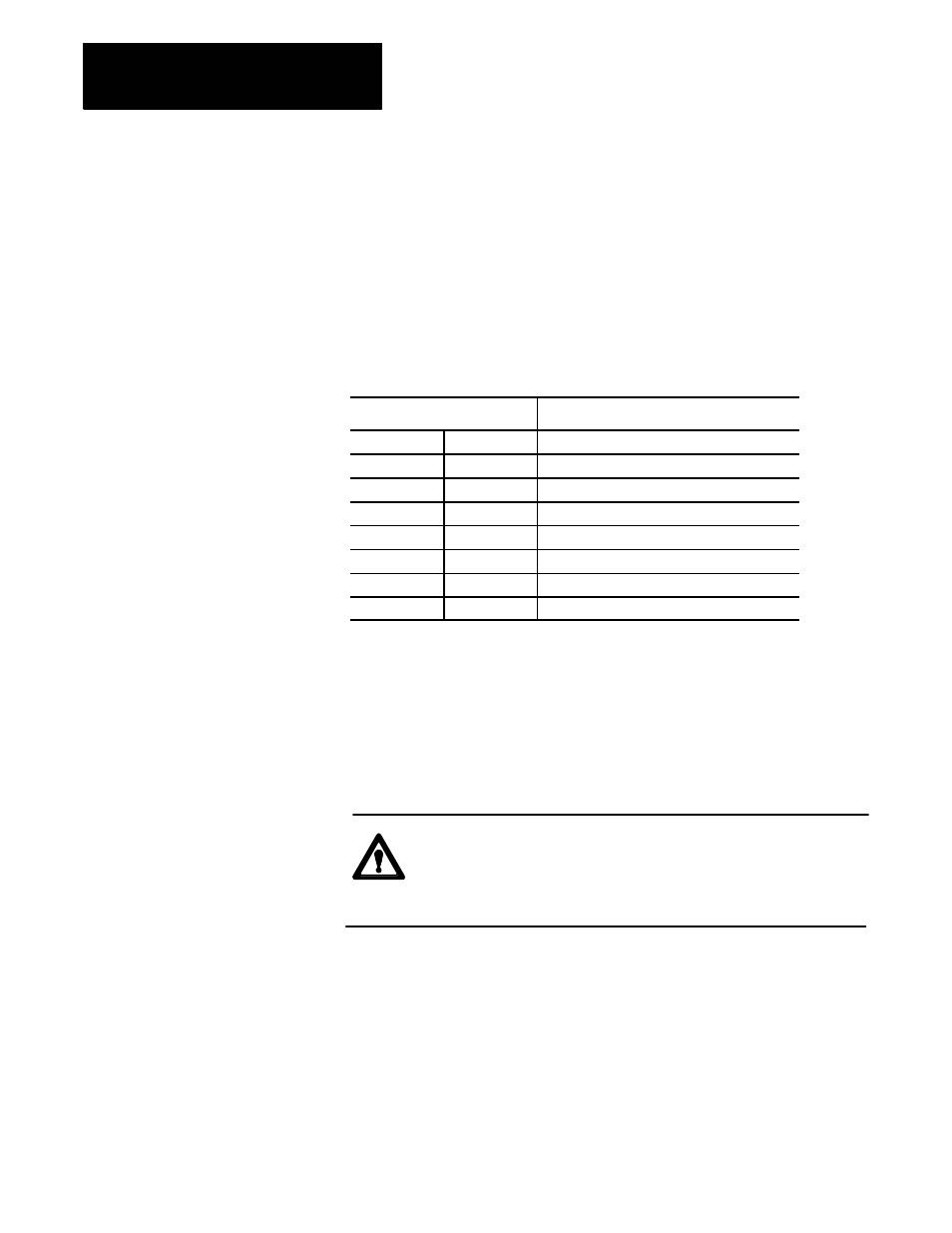
Table 20.E lists the parameter numbers associated with each table value.
Table 20.E
Dresser/Wheel Offset Table Parameters
Offset Number
Parameter # for Dresser/Wheel Table
Axis 1
1 to 32
#2001 to 2032
Axis 2
1 to 32
#2101 to 2132
Axis 3
1 to 32
#2201 to 2232
Axis 4
1 to 32
#2301 to 2332
Axis 5
1 to 32
#2401 to 2432
Axis 6
1 to 32
#2501 to 2532
Radius
1 to 32
#2601 to 2632
Orientation
1 to 32
#2701 to 2732
#3000
Program Stop With Message (PAL)
Use this parameter to cause a cycle stop operation and display a message
on line 1 of the CRT. It is a write-only parameter. Any block that assigns
any non-zero value to parameter #3000 results in a cycle stop. The actual
value assigned to parameter #3000 is not used.
ATTENTION: Once axis reciprocation begins, it continues
until stopped by a G80 or an end of program (M02, M30, M99).
This means that executing paramacro #3000 in a part program
does not necessarily stop the reciprocating axis.
When the control executes this block, a cycle stop is performed and the
message “SEE PART PROGRAM FOR MACRO STOP MESSAGE” is
displayed on line 1 of the CRT. This is intended to point out to the
operator that an important comment is in the program block that assigns a
value to parameter #3000 (see page 10-10 for details on comment blocks).