I and k vector in an exit move – Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 512
Dresser/Wheel Radius Compensation
Chapter 15
15-24
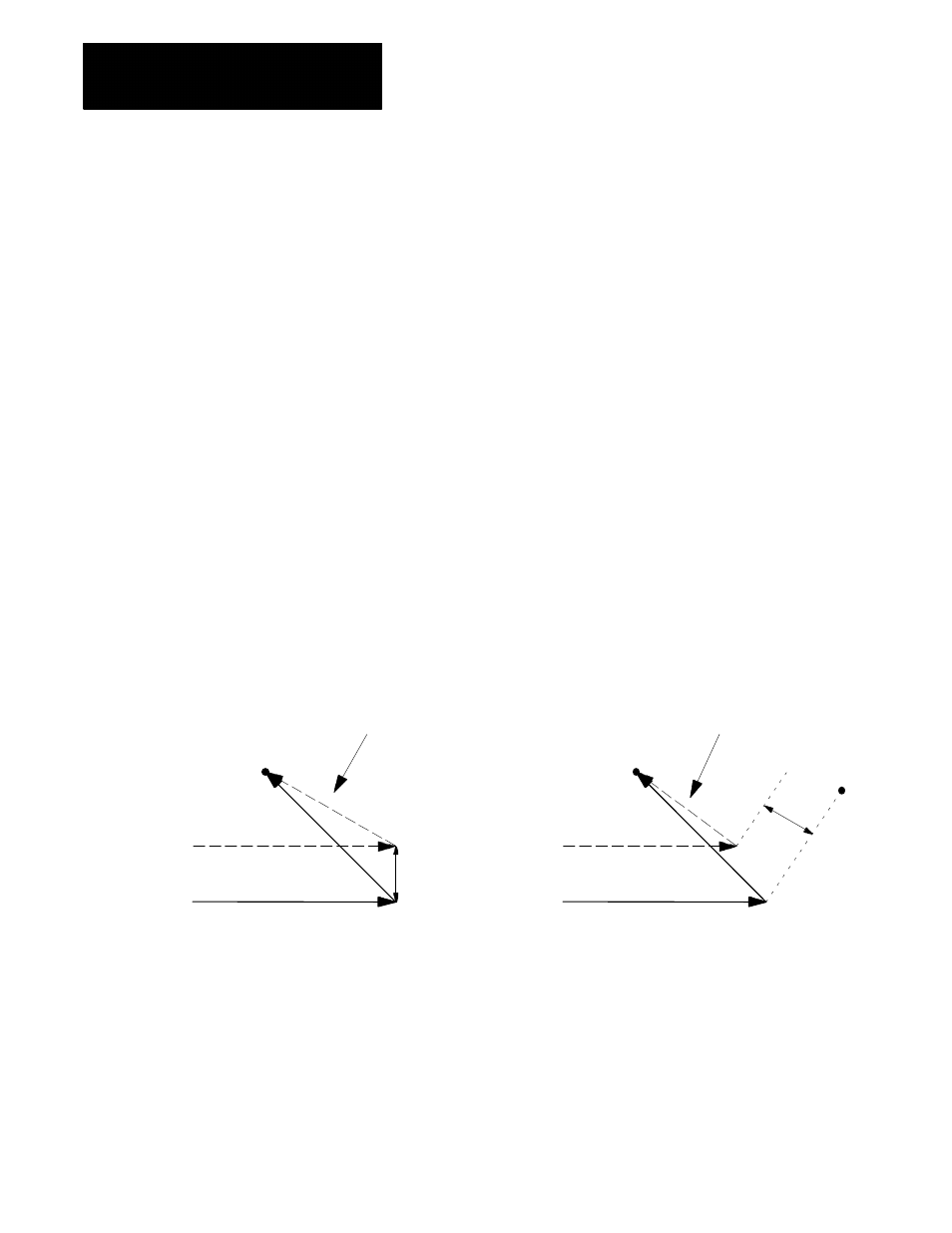
I and K Vector in an Exit Move
By including an I and/or K word in the exit move, you can modify the path
that the dresser/wheel takes for an exit move. Only the I or K words that
represent values in the current plane are programmed in the block
containing the exit move.
Important: I and K are integrand words corresponding to the X and Z
axes respectively. If you are using different axes, or if your system
installer has assigned different names for the axis integrands, you must
substitute them for the names used here.
The I and K words in the exit move block define a vector that the control
uses to redefine the end-point of the previously compensated move. You
always program I and K words as incremental values regardless of the
current mode (G90 or G91).
Use I and K to define an end-point of an imaginary block in radius
compensation. By programming an I, K, the control assumes that this is
the end-point of an imaginary linear block. The control applies
compensation to this imaginary block to modify the end-point of the last
compensated block programmed. I and K allow you to compensate for
future moves or protect areas that should not be machined.
Figure 15.19
Exit Move Defined by an I, K Vector
Compensated path
using I, K vector
Compensated path if
no I, K in G40 block
I, K
r
Compensated path
Programmed path
Compensated path
Programmed path
r
Exit move
Exit move
12111-I