Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 710
In-process Dresser
Chapter 21
21-4
As the grinding wheel is dressed, the in-process dresser generates an offset
similar to a length offset. The axis (or axes) that this dresser offset is
applied to is directly dependent on the currently active plane (G17, G18, or
G19) and the grinding wheel plane (defined as the plane made up of the
horizontal and vertical compensation axes selected in AMP for the
in-process dresser). The following table applies provided the control is not
in the end of program state.
Reciprocation is:
the active plane is:
the offset affects:
On
any plane
only the axis defined in AMP as the vertical
compensation offset axis. See Figure 21.2.
Off
the same as the plane of
the grinding wheel
(defined in AMP as the
horizontal and vertical
compensation axes)
both axes in the plane. The offset vector is
broken down into its two components in that
plane and applied to the appropriate axis on
a per move basis. See Figure 21.2.
Off
not the same as the plane
of the grinding wheel
the axis that is in both the grinding wheel
plane (either the horizontal or vertical
compensation axis defined in AMP) and the
currently active plane. The entire in-process
dresser offset is applied to this axis.
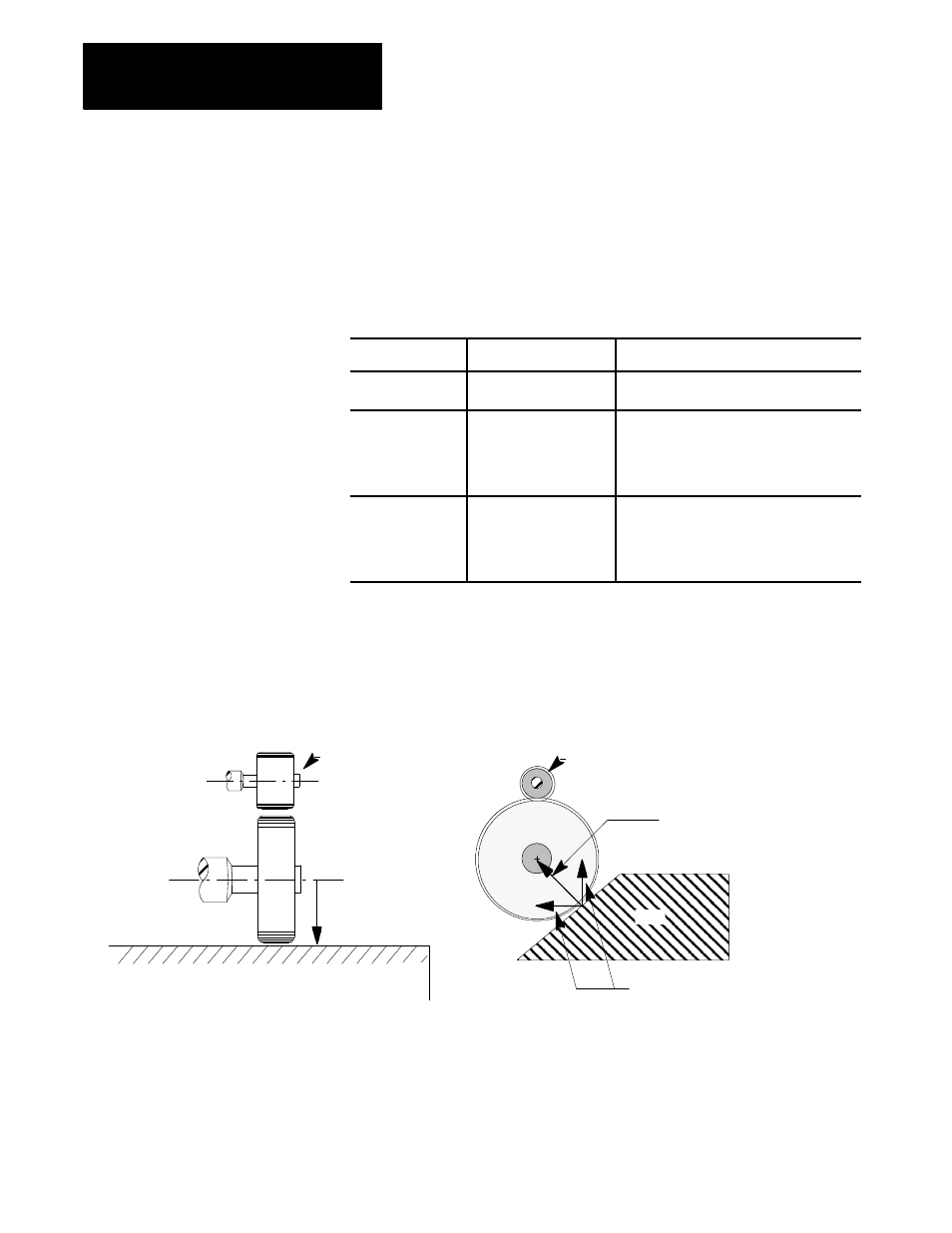
Figure 21.2
Offset Cases as Dependent on Active Plane
Workpiece
In-process dresser offset
Over Wheel
Roll Dresser
Part
Over Wheel
Roll Dresser
Offset Vector
(actual change in wheel diameter)
In-process dresser offset
component applied to each
axis in the current plane
Reciprocation On
Reciprocation off and in grinding wheel plane
12098-I
21.1.1
Plane Selection for the
In-process Dresser Offset