Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 626
Turning Operations
Chapter 18
18-10
After the control executes the G24 block, the control re-executes the cycle
for any following block that commands axis motion (until the cycle is
canceled). The values of the axis words in the following block replace the
values of the parameters specified in the original G24 block and the cycle
is re-executed using these new values.
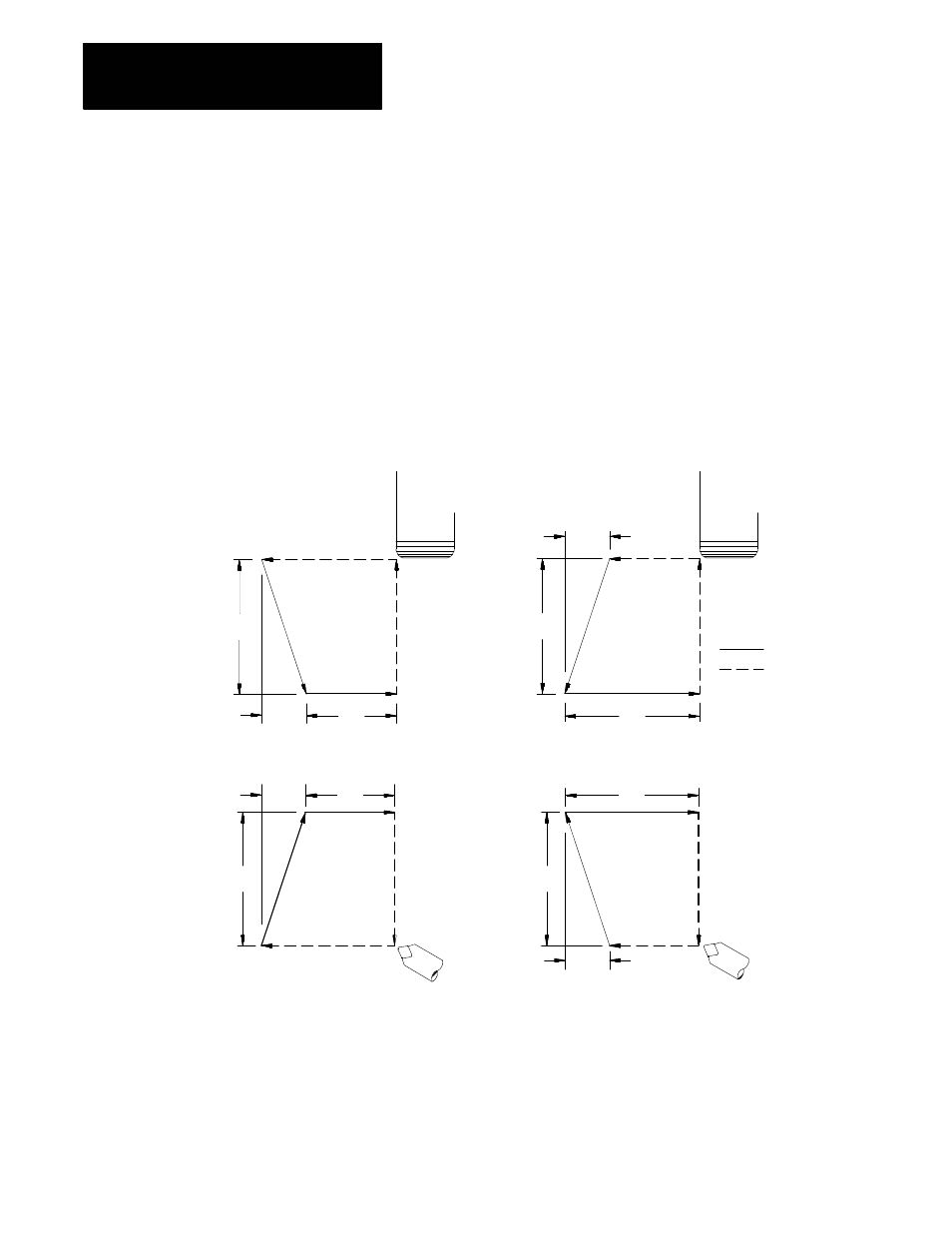
Figure 18.9 applies only if programming X and Z as incremental values. If
programming X and Z as absolute values, the depth of taper K is added or
subtracted (depending on its sign) to the absolute Z-axis position.
Figure 18.9
Effect of Positive and Negative Parameter Values in a G24 Block
(incremental X and X only)
Grind/Dress feed
Rapid feed
Z
X
K
Z
X
K
X
Z
K
K
Z
X
When X is positive and Z and K are negative
G24 X+__ Z-__ K-__ ;
When X and K are positive and Z is negative
G24 X+__ Z-__ K+__ ;
When X, Z and K
are negative
G24 X-__ Z-__ K-__ ;
When X and Z are
negative and K is positive
G24 X-__ Z-__ K+__ ;
Note:
|
K
|
≤ |
X
|
Grinding
wheel
Grinding
wheel
12068-I
After the control executes this G24 block, the control re-executes the cycle
for any following block that contains an axis word (until the cycle is
canceled). The values of the axis words in the following block replace the
values of the parameters specified in the original G24 block and the cycle
is re-executed using these new values.