Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 413
Axis Motion
Chapter 12
12-41
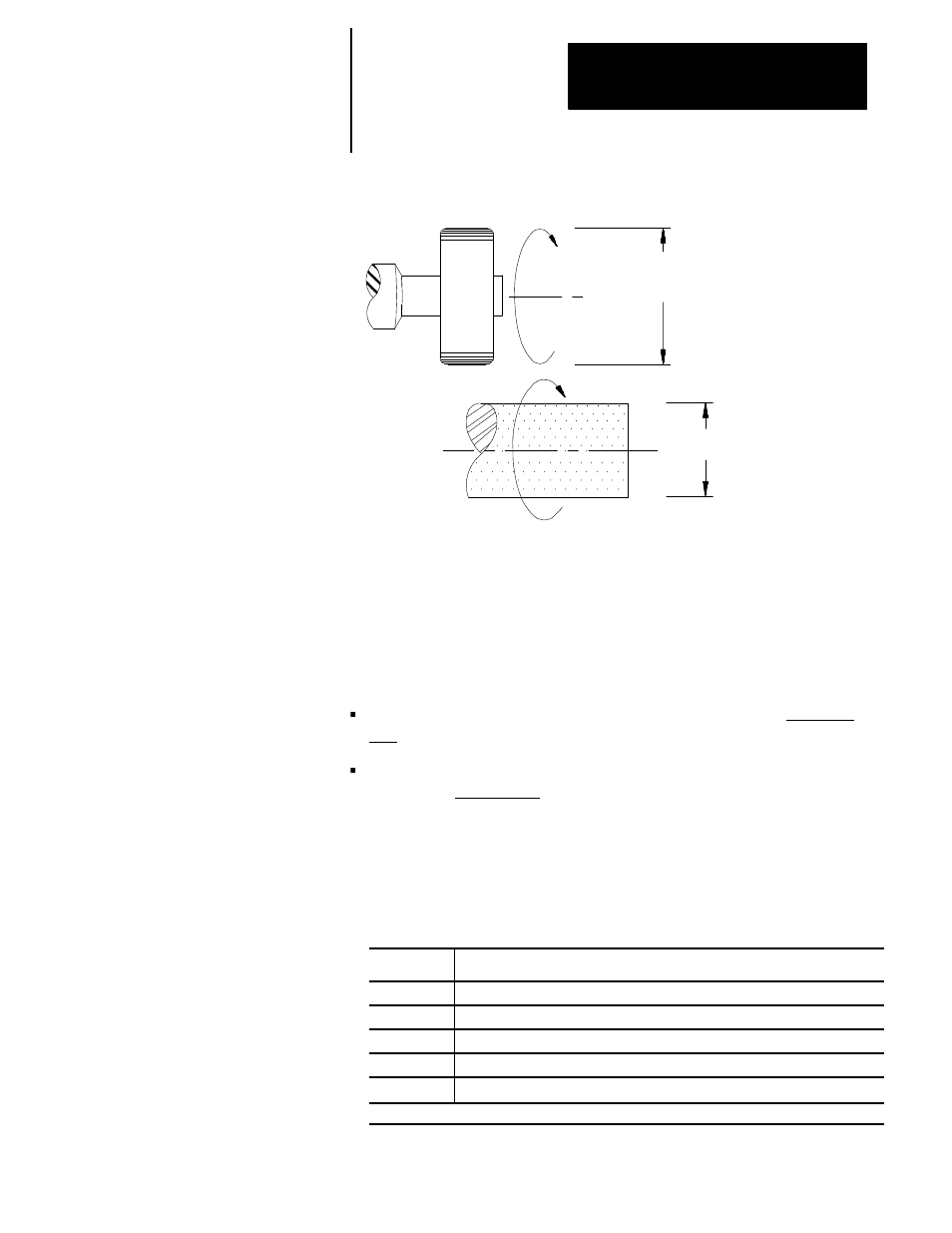
Figure 12.22
Wheel Spindle Speed Modified for CSS
Part speed (N
p
)
Part
Part diameter
(D
p
)
Wheel speed
(N
w
)
Wheel diameter
(D
w
)
Wheel speed is
modified to
maintain
constant
surface speed
12035-I
Grinding wheel surface speeds relative to the surface of a rotating part
should be based on the specifications of the wheel and the material being
ground. Enter this surface speed in the G96 block using the S parameter.
When using CSS during part grinding, the axis perpendicular to the part
axis typically is selected as the CSS axis. CSS axis selection is described
on page 12-45.
If you want to program the wheel surface speed relative to a stationary
part, enter that value directly with the S parameter in the G96 block.
If you want to program actual surface speed (wheel surface speed
relative to a rotating part), you must use the following equation to
determine the correct value to enter with the S parameter in the G96
block. This is necessary to take into account the part rotation speed.
This equation assumes that the wheel and part are rotating into each
other (both spinning in the same direction).
(D
p
)(N
p
)
S
program
=
S
desired
- (----------)
K
Where :
Is :
S
program
Surface speed to program in the G96 block (m/min or feet/min)
1
S
desired
Desired actual surface speed (m/min or feet/min)
1
D
p
Diameter at which part is being ground (mm or inch)
N
p
Speed of part wheel (rpm)
1
K
Constant 318.31 (1000/
π
) for metric system or 3.8197 (12/
π
) for inch system
1
if using units of seconds, make sure all S and N values are entered in seconds