8 block look-ahead – Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 547
Dresser/Wheel Radius Compensation
Chapter 15
15-59
If compensation was not canceled using a G40 command before a change
in the work coordinate system was performed, the control automatically
re-initializes dresser/wheel radius compensation after the new work
coordinate system is established. This is done by using the first move in
the new coordinate system that is in the compensation plane as a entry
move for compensation.
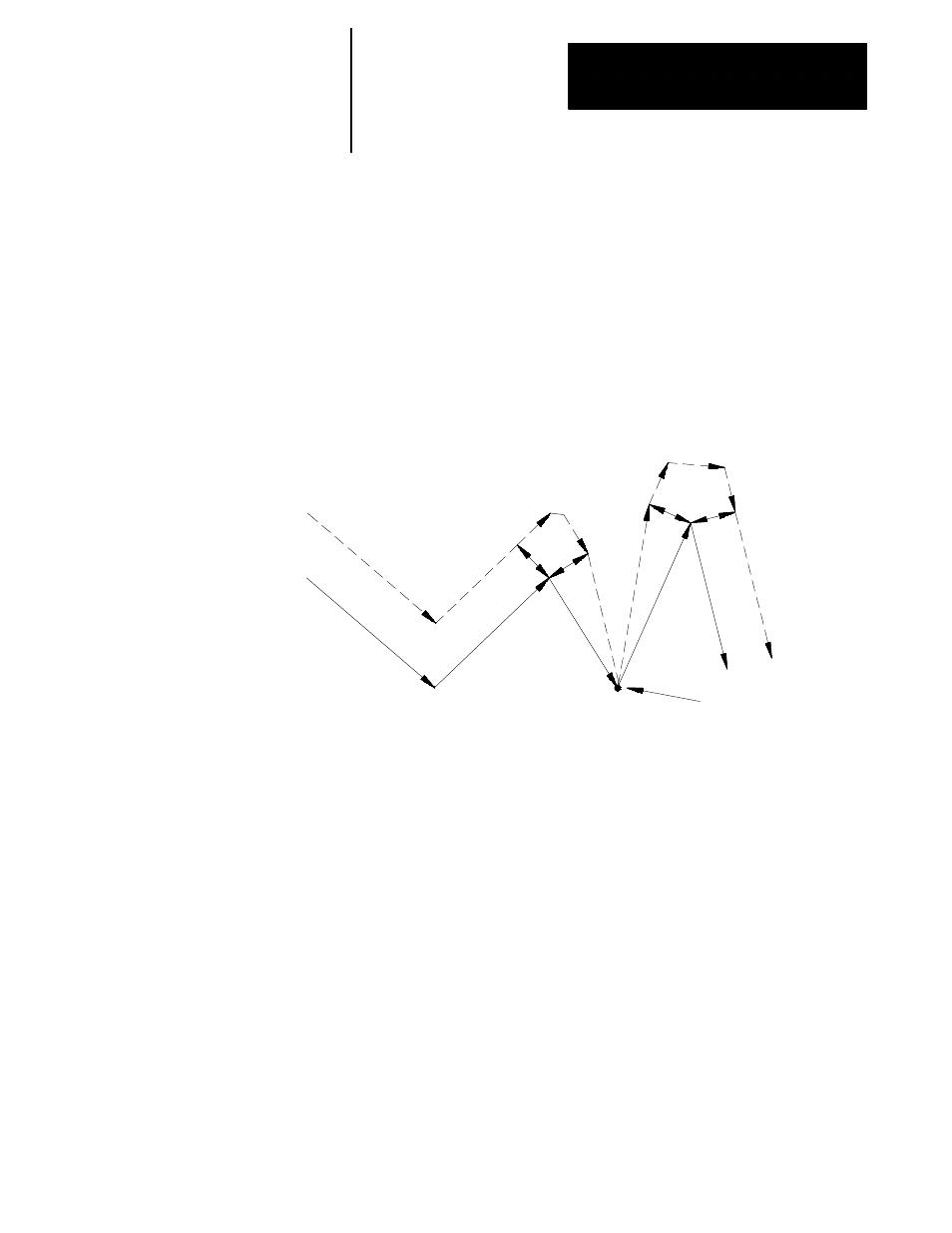
Figure 15.52 gives an example of programming a G92; however, this
would apply to any change in the work coordinate system.
Figure 15.52
Dresser/Wheel Radius Compensation During G92 Offset to Work
Coordinate System
Temporary cancel of
compensation here
N10
N11
N12
N14
N15
G41
N13
r
Programmed
path
12142-I
During normal program execution, the control is constantly scanning ahead
several blocks to set up the necessary motions to correctly execute the
current block. This is called Block Look-Ahead.
The control has 21 set-up buffers. Different features require some of these
set-up buffers. One is always used for the currently executing block.
Dresser/wheel radius compensation requires at least 3 of these buffers.
The control uses any remaining set-up buffers for block look-ahead, with
one buffer used for each block.
At times (especially during dresser/wheel radius compensation) the control
cannot have enough look-ahead blocks to correctly execute the current
block. When this happens, the control automatically starts disabling the
block retrace feature.
The block retrace feature uses one set-up buffer for every re-traceable
block. The number of re-traceable blocks is set in AMP by your system
installer (a maximum of 15 is possible).
15.7.8
Block Look-Ahead