Programmable zones – Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 486
Angled-Wheel Grinding
Chapter 14
14-18
Programmable Zones
For details on what programmable zones are and how they work refer to
page 11-34. Programmable zones can be configured by the system
installer, programmer, or operator. The programmable zones you set up on
an angled wheel grinder are significantly different zones when in angled
wheel mode versus non-angled wheel mode. The virtual axis (X) is used
to perform zone checks when in angled wheel mode. The wheel axis (W)
is checked when not in angled wheel mode. Zones are always checked as
absolute values on their given axes.
Zone values entered either through AMP, the programmable zone table
discussed in chapter 3, or through programming (for zone 3 only), are
always entered for the W axis when in non-angled wheel mode (G15
active). These W values are used at their entered value for the W wheel
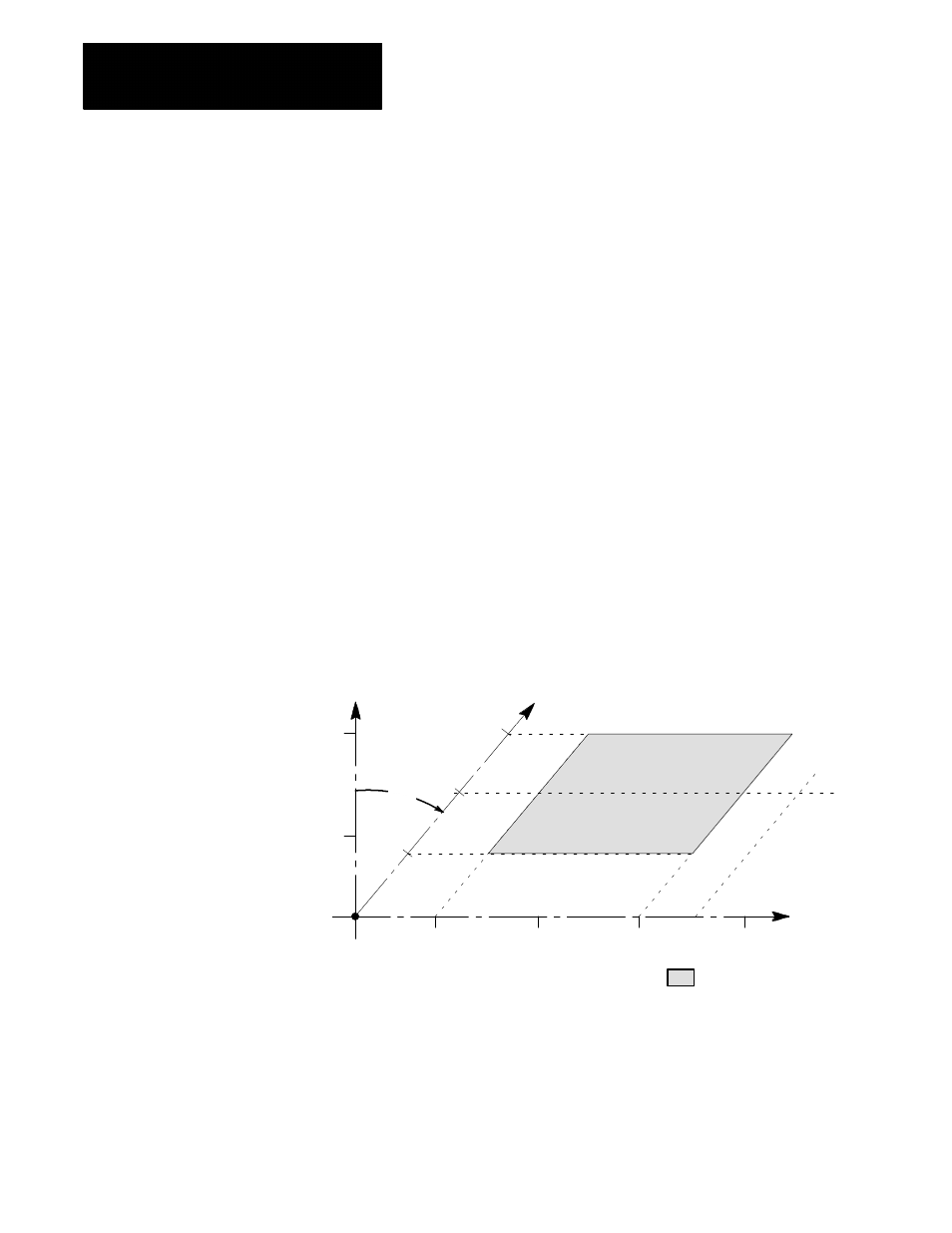
axis in non-angled wheel mode. Figure 14.5 illustrates the zone in
non-angled wheel mode. Note that the Z axis values in the figure are
constant and independent of any Z motion created in physical space by the
W axis.
Figure 14.5
Programmable Zone on an Angled-Wheel Grinder
Not in Angled-Wheel Mode
10
10
20
20
+Z
+X
+W
30
40
10
20
30
Protected
Zone
30
°
The minimum and maximum Z and W axis zone
values in this picture are both configured at 10, 30.
Though it appears that in real space if Z is at 35 and
W is at 20 the wheel would be inside of this zone,
that is not the case. All Z axis values must be
calculated parrallel to the W axis to negate any Z
component created by the W axis position.
60
°
60
°
(Z35 X20)