Considerations with chamfering and corner radius – Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 398
Axis Motion
Chapter 12
12-26
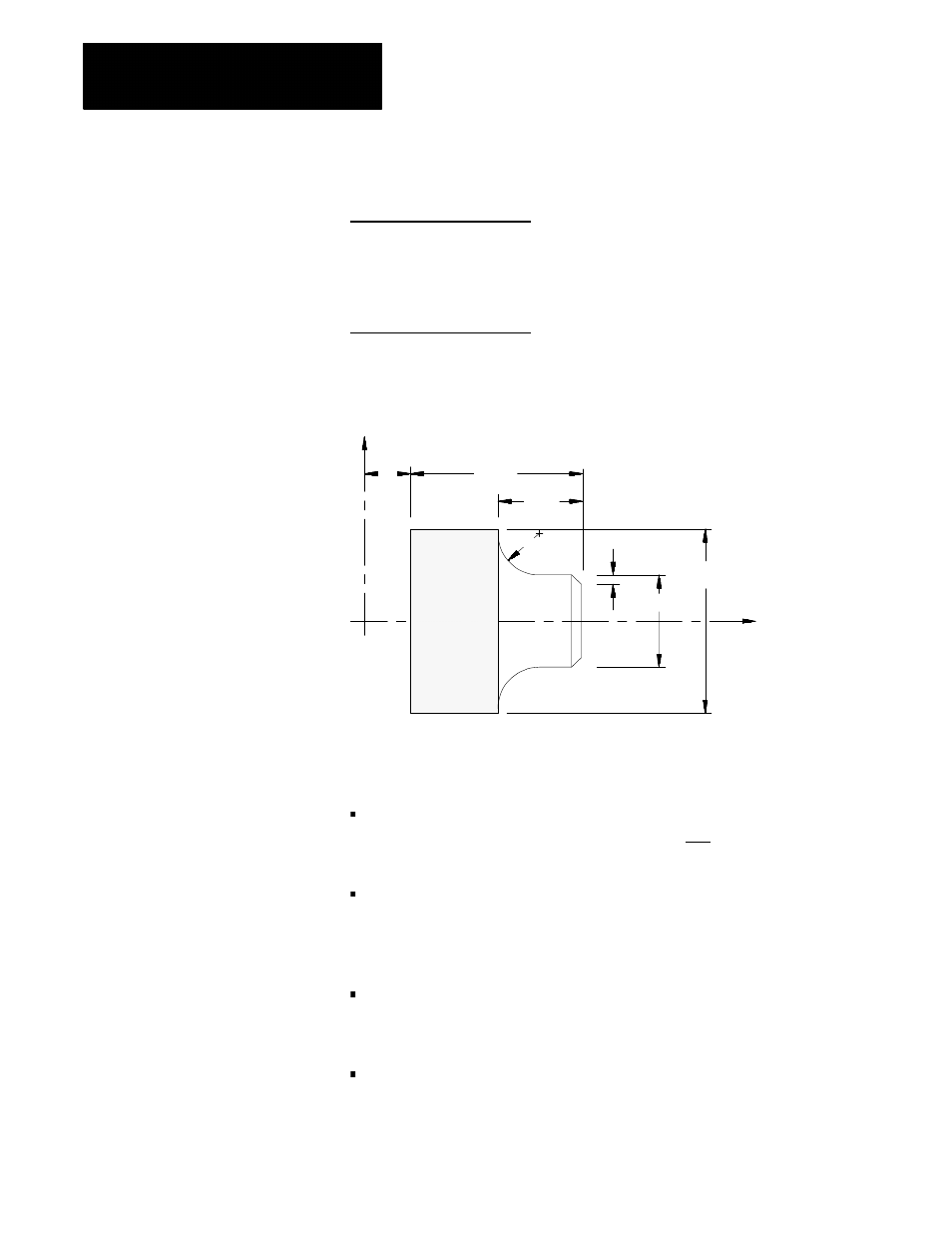
Example 12.16
Radius and Chamfer with QuickPath Plus
N10Z25.X0.F.1;
N20G01A90,C2.;
N30Z15.X20.A180,R5.;
N40X40.;
N50Z5.;
Figure 12.17
Results of Radius and Chamfer, Example 12.16
X
Z
40.0
20.0
2.0
R 5.0
10.0
20.0
5.0
12031-I
Considerations with Chamfering and Corner Radius
If the control is executing in single block mode, the control enters the
cycle stop state after executing the first block and the adjacent chamfer
or corner radius
If non-motion blocks are programmed separating the two intersecting
blocks for the corner radius and chamfer features, the control executes
the chamfer or radius immediately after the first block. The non-motion
blocks are executed after the control has executed the chamfer or radius
Any negative signs programmed with the ,C-- or ,R--words are ignored.
The absolute value of this word is used to cut the chamfer or radius. For
example ,C-10 is executed as ,C10
An error is generated if the length of a chamfer is larger than the
programmed length of the first or second move, or for corner rounding
if the programmed corner radius is so large that the tangent point on
both of the two programmed blocks does not exist