3 automatic return from machine home (g29) – Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 402
Axis Motion
Chapter 12
12-30
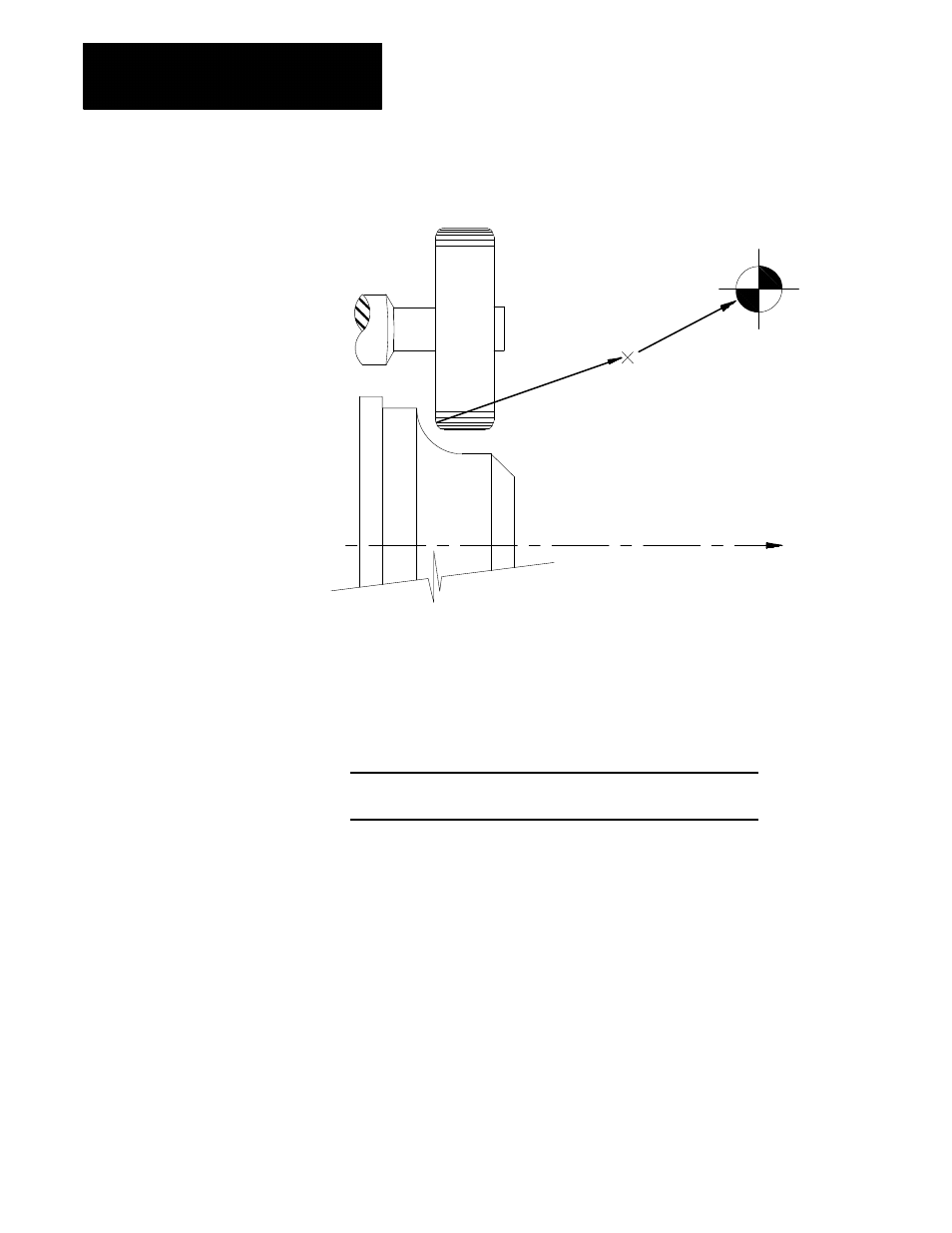
Figure 12.18
Automatic Return to Machine Home (G28)
Z
Intermediate point
Machine home
12032-I
Usually a G28 is followed by a G29 (automatic return from machine
home) in a part program; however, the control stores the intermediate point
in memory for use with any subsequent G29 block executed before power
down. Only one intermediate point is stored for each axis. When a G28 is
programmed with a new intermediate point, any axis not programmed in
that block remains at the old value. For example:
N1 G28 X4.0 Z3.0;
Intermediate point X=4 Z=3
N2 G28 Z2.0;
New intermediate point X=4, Z=2
Important: When the control executes a G28 or G30 block, it temporarily
removes any offsets and compensation during the axis move to the
intermediate point. The offsets and/or compensation are automatically
re-activated during the first block containing axis motion following the
G28 or G30 unless that block is a G29 block. If a G29 follows, the offsets
and/or compensation remain deactivated on the way to the intermediate
point and are re-activated when the axis moves from the intermediate point
back to the point indicated in the G29 block.
When a G29 is executed in a part program (or through MDI), the axis or
axes move first to the intermediate point, and then to the position indicated
12.4.3
Automatic Return from
Machine Home (G29)