No end coordinate known (l) – Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 386
Axis Motion
Chapter 12
12-14
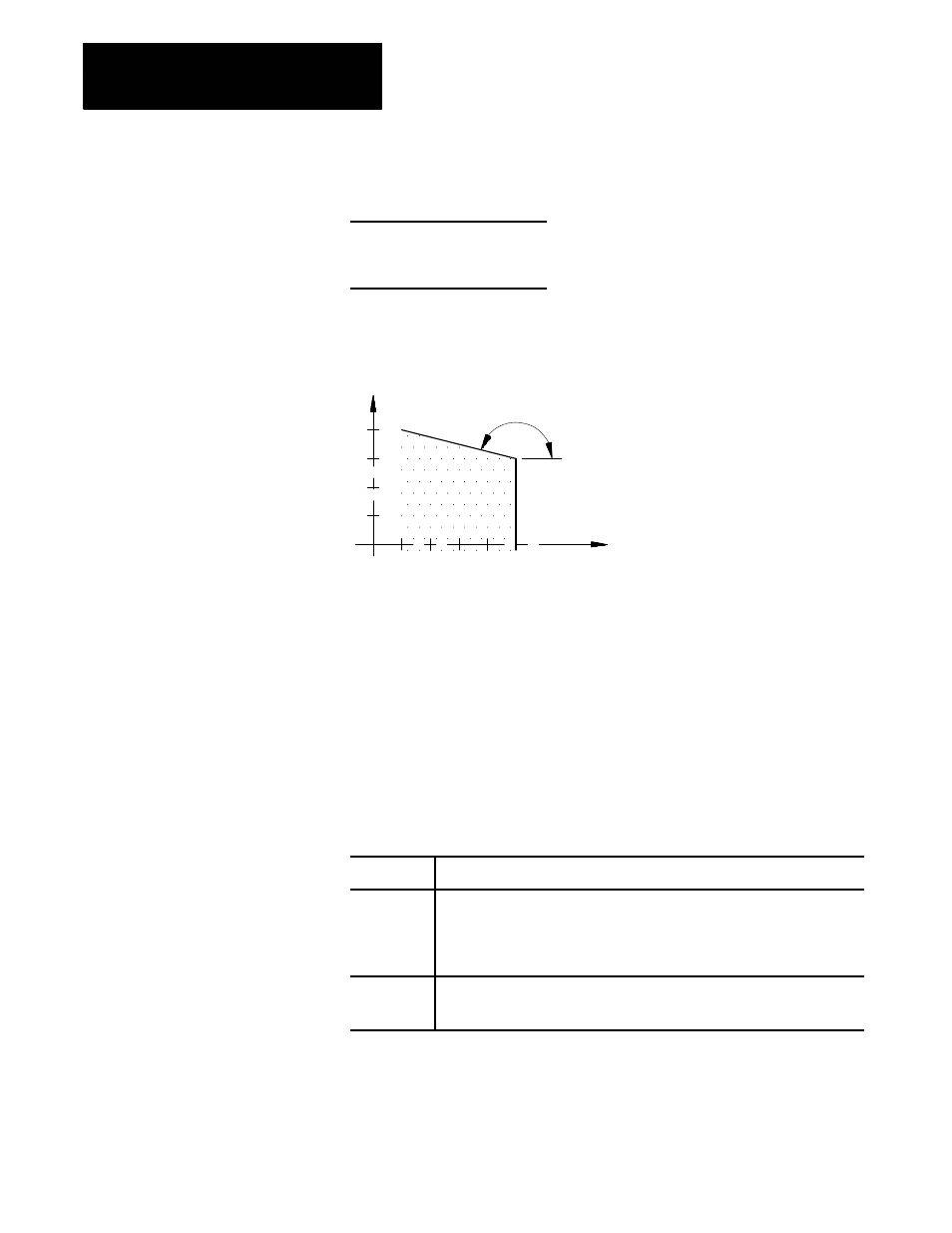
Example 12.7
Angle Programmed:
N10 G01 X0.0 Z25.0 F.1.;
N20 X15. A90;
N30 Z5.A165;
Figure 12.7
Results of Angle Programmed, Example 12.7
X
Z
5
10
15
20
25
15
10
5
0
165
°
12149-I
Important: Circular QuickPath Plus can also use an angle (A) in a
program block. This is described on page 12-17.
No End Coordinate Known (L)
This feature of QuickPath Plus lets the programmer define a path by using
only the angle and length of the path. This must be a linear block.
The format for this block is as follows:
A__ L__;
Where:
Is:
A
Angle
this word, determined in AMP by your system installer, defines the angle of a
path. This manual assumes that the A--word is used. The angle is a positive
value when measured counterclockwise from the first axis defining the currently
active plane and a negative value when measured clockwise. The angle is in
units of degrees.
L
Length
this word determines the length of the path. It is measured from the start point to
the end point of the move along a linear path. No coordinate points are
necessary.
Important: If any axis from the current plane is programmed in the block,
the L--word is ignored and the control calculates the end point from the
angle and the programmed axis coordinate. If an angle (A) or length (L) is
programmed in a block that also includes axis words for both axes in the